Instructions for calculating existing production capacities. Rosalkogolregulirovanie proposed instructions for calculating the capacity of enterprises. Beer and non-alcoholic industry enterprises
Form N 4. Use of production capacity
In this form, the production capacity necessary for the production of products is determined, ensuring the fulfillment of concluded contracts for its supply.
Production capacity is understood as the ability of an industrial enterprise to produce the maximum possible output per year (day, shift) or the volume of processing of raw materials in the assortment provided for the planned period, with full use of production equipment and space, taking into account the use of advanced technology, improving the organization of production and labor . Production capacity calculations are made in accordance with industry guidelines.
Depending on the nature of production, the production capacity of organizations in the processing industry is characterized by the production of finished products or the processing of raw materials per year, season, day, shift.
The production capacity of organizations is determined by the entire range of products they produce or in the range reduced to one or more types of homogeneous products taken as a unit. When determining the production capacity of an organization, all production equipment assigned to a workshop, plant, site, department is taken into account (including equipment that is inactive due to malfunction, repair, or modernization). In addition, equipment that is in the process of installation and in the warehouse, intended for commissioning in the main production in the accounting year, is taken into account.
The production capacity of the organization is determined by the capacity of the leading technological equipment of the main production workshops or areas. Leading technological equipment includes machines, devices and units on which the main operations of the technological process are performed.
The production capacity of the enterprise is calculated according to technical standards for equipment productivity and product yields from raw materials, which must be systematically revised taking into account best practices, the application of the latest achievements in the field of technology and organization of production and labor.
Technical standards for the productivity of main technological equipment and annual working time are taken into account in calculations in accordance with industry instructions for determining the production capacity of enterprises.
To determine the extent to which the organization's production capacity is used, the average annual capacity is calculated for each type of product, taking into account the commissioning and disposal of capacity during the year.
The average annual input capacity is calculated by multiplying the input capacity (replacement capacity) by the number of months of its operation until the end of the year and dividing the resulting product by 12. The average annual retiring capacity is also determined by multiplying the retiring replacement capacity by the number of months remaining until the end of the year from the moment of its disposal, and dividing the result by 12.
Annual production capacity (column 7) is determined by multiplying the average annual shift capacity (column 5) by the number of work shifts per year (column 6).
Capacity utilization (in %) is determined by dividing the annual planned output (column 8) by the annual production capacity (column 7) and multiplying the result by 100.
For organizations, workshops, sites, units, installations that are in the planning year at the stage of developing design capacities, their utilization rates (standard coefficients for developing design capacities) are established in accordance with the standards for the duration of development of design capacities of organizations and facilities put into operation as a percentage of the annual design capacity.
Planning to increase the utilization rate of the average annual capacity can be carried out based on the following factors: increasing the conjugation of the capacities of workshops, sections, units, installations, providing the capacities of the main production with the capacities of auxiliary services; improvement of logistics; reduction of time for development of design capacities; increasing the equipment shift ratio; improving the organization of production and labor, etc.
Calculation of the use of production capacity is made for all types of products produced by the organization.
Form No. 5. Requirement for raw materials and materials
The power of continuous equipment operating at chemical plants is calculated on the basis of technical standards for the use of equipment over time and the intensity of operation of the equipment.
General formula for calculating production capacity (M):
M = a * (T – T o) *b,
where a is the number of homogeneous devices (machines); T – calendar time, hour; T o – regulated stops of one device (machine), hour; b – productivity of one device (machine) per hour.
The number of apparatus and machine hours T mch that should be used per year is calculated using the formula
T mch = (T – T o) * a.
When determining the working time fund (or the number of operator-days of work in a plan year), equipment downtime due to current and major repairs, as well as technological shutdowns, may be provided for, as indicated above.
Let's assume that there are five devices installed in the workshop; in the planned year, a workshop shutdown of 10 days is provided (due to the repair of communications) and the time for current and major repairs and technological shutdowns of one device is 504 hours, or 21 days (504 / 24). The working time fund will be (365 – 21) * 5 = 1720 apparatus days. (Equipment repair coincides with communications repair. Therefore, 10 days are not included in the calculation).
After determining the number of machine-days of operation of the planning period, the amount of raw materials entering processing is calculated. The calculation can be carried out per unit of time (hour, day).
If the intensity indicator is defined as the amount of raw material supplied to the apparatus per unit of reaction volume per unit of time, then to calculate the power it is necessary to take into account the product yield from a unit of raw material, or the consumption coefficient.
The production capacity (M) of continuous devices can be calculated using the formulas:
M = (T – T o) * a * L * I n i * V p,
where L is the useful volume or area of the apparatus; I n i – standard amount of raw materials per unit volume or area of the i-th apparatus per hour; V p is the coefficient of yield of finished products from raw materials; r k – consumption coefficient.
If the productivity indicator is determined in units of finished products (product volume from one cubic meter of volume per day), the capacity of a continuous apparatus for the planning period will be:
M = (T – T o) * a * L * I p,
where I p is the quantity of finished products per unit volume.
For continuous processes, you can use the following formula:
M = (T – T o) * a *V*C* 10 6 * V p,
where V is the volumetric velocity, m 3 / h; C * 10 6 – concentration per ton of substance located in the apparatus.
Methodology for calculating the production capacity of periodic equipment (general calculation scheme)
The power of batch machines depends on the number of revolutions, or cycles, in a given phase of production, the amount of raw materials consumed per revolution or cycle, and the output of finished products from a unit of raw materials.
The duration of the cycle, or turnover, includes the time spent on performing all operations, from turning on the machine and loading raw materials to unloading the finished product. At the same time, for operations occurring simultaneously, the combined time costs should not be included in the cycle duration.
The production cycle usually consists of technological time and maintenance time spent on auxiliary operations. To reduce technological time, it is necessary to improve production regulations. Reducing maintenance time is planned based on the development of organizational and technical measures aimed, in particular, at combining maintenance time with technological time.
The power of this type of periodic equipment is calculated using the formula:
 ,
,
where I n j is the amount of raw materials consumed in one j-th cycle; In p – planned output from a unit of raw materials; T c – duration of one cycle (revolution), hour.
When several types of raw materials are loaded into the apparatus, the yield is determined by the main raw material and a coefficient characterizing the ratio of the weight of this main raw material to the weight of the total load is entered into the formula.
The power of batch equipment can also be determined based on the planned rate of intensity (or productivity), expressed in units of finished products.
Equipment productivity in units of finished products is equal to:
 .
.
Thus, the power can be expressed by the formula
M = (T – T o) * a * I n * L.
The power indicators of apparatus units, expressed in units of products produced by the workshop, and arranged in sequential order on the diagram according to the passage of the production process, are called the workshop power profile. Drawing up such a profile allows you to clearly identify bottlenecks, the elimination of which will make it possible to increase production output.
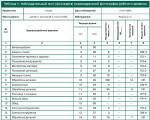
Based on the profile data, the workshop capacity is calculated. Let us give an example of calculating the capacity of an ammonia shop under the conditions of a stepped work schedule during the planned year (Table 3).
Based on the given data, we calculate the capacity of the workshop. From the table it follows that due to repairs, not all installed units will operate simultaneously throughout the year, as indicated by columns 9, 10 and 11. The units will be repaired one by one. Given the established duration of repairs and the hourly productivity of the units, it turns out that the synthesis units will have the lowest productivity - 15 t/hour of ammonia. This unit is one of the main ones.
It will take 28 days (7 * 4) to repair four ammonia synthesis units, and during this period the workshop capacity will be 15 t/hour. The next limitation arises from the repair of treatment units; productivity 16 t/hour. 60 days (10 * 6) will be spent on repairing purification units. Therefore, in the next 32 days (60 - 28) the productivity of the entire workshop cannot be higher than 16 t/h, although the power of synthesis units after repair increases to 20 t/h . Next, 36 days (96 - 60) will be limited to compressors, the repair of which will require 96 days (24 * 4) and the minimum productivity of which is 16.5 tons/hour of ammonia. After compressors, it is time to repair air separation units. This repair will take 205 days (41 * 5), so in the next 109 days (205 – 96) it will be possible to produce only 18 t/hour of ammonia.
In the remaining 155 days (360 - 205), the workshop capacity is limited by the operation of cleaning units, the productivity of which during the operation of all units is the lowest - 19.2 t/h.
Therefore, the annual capacity of the workshop will be
(15 * 28 + 16 * 32 + 16.6 * 36 + 18 * 109 + 19.2 * 155) * 24 = 155,136 t
So, the actual hourly productivity is 18 t/h with a minimum productivity of one of the units (cleaning) 19.2 t/h. The example shows the need to produce and install equipment for which the turnaround time would be the same or at least close. Fulfilling this requirement will significantly increase product removal and reduce operating costs arising from underutilization of production capacity.
It is obvious that not only will specific capital investments per unit of output decrease, but capital productivity and labor productivity will also increase.
Table Calculation of production capacity of an ammonia workshop
|
Quantity |
Department productivity |
Workshop capacity, |
||||||||||
|
driver- |
maximum |
minimum | ||||||||||
|
Aggregates |
stops |
worker |
renovated |
quantity |
quantity |
departments |
||||||
|
unit, |
for repairs |
units |
in the unit- |
in the unit- |
unit | |||||||
|
within |
tov in ra- |
speed, t/h | ||||||||||
|
Conversions | ||||||||||||
|
Air separation | ||||||||||||
|
Compressors | ||||||||||||
Note.
gr. 4 = 360 days – gr. 3;
gr. 8 = gr. 2 * gr. 5;
gr. 10 = 360 days – gr. 7;
gr. 11 = gr. 2 * gr. 9;
gr. 12 = gr. 2 * gr. 4*24;
gr. 13 = gr. 4 * 24 * gr. 8.
Let's look at simplified examples of calculations of production capacity for enterprises in other industries.
In the workshop of the machine-building plant there are three groups of machines: grinding – 5 units, planing – 11 units, turret – 15 units. Time standard for processing a unit of product in each group of machines, respectively: 0.5 hour; 1.1 hour; 1.5 hours
Determine the production capacity of the workshop, if it is known that the mode is two-shift, the duration of the shift is 8 hours; regulated equipment downtime amounts to 7% of the operating time fund, the number of working days per year is 255.
Solution
2.
 .
.
3.

4.

5.

The weaving factory operates in two shifts, the number of looms at the beginning of the year is 500. From April 1, 60 looms were installed, and on August 1, 50 looms were retired. The number of working days per year is 260, the planned percentage of downtime for machine repairs is 5%, the productivity of one machine is 4 m of fabric per hour, the production plan is 7500 thousand m.
Calculate the production capacity of the fabric factory and its utilization rate.
Solution
1.
 .
.
4.
 .
.
Determine the workshop production capacity and capacity utilization factor under the following conditions: the number of machines of the same type in the workshop is 100 units, from November 1, another 30 units were installed, from May 1, 6 units left, the number of working days in a year is 258, the operating mode is two-shift, the shift duration is 8 hours, regulated percentage downtime for equipment repairs – 6% productivity of one machine – 5 parts per hour; The production plan for the year is 1,700,000 parts.
Solution
4.

The Research and Production Association of the Beer and Non-Alcoholic Industry has developed an Instruction for calculating the production capacity of enterprises in the beer and non-alcoholic industry of the food industry TI 18-6-58-85
The Federal Service for Regulation of the Alcohol Market recommends that brewing enterprises temporarily follow the guidelines (available at the disposal of the Union of Russian Brewers) developed by the Research and Production Association of the Beer and Non-Alcoholic Industry.
This is stated in a message posted on the official website of the Federal Service.
Currently, the Federal Law “On Amendments to the Federal Law “On State Regulation of the Production and Turnover of Ethyl Alcohol, Alcoholic and Alcohol-Containing Products and on Restricting the Consumption (Drinking) of Alcohol Products” (hereinafter referred to as the Federal Law) has been approved by the Federation Council of the Federal Assembly of the Russian Federation ( Resolution No. 297-SF dated July 10, 2013) was sent to the President of the Russian Federation, the message says.
“The Federal Law provides, in particular, for the exclusion of the requirement to be equipped with automatic means of measuring and recording the volume of finished products (hereinafter referred to as ASIiU) in relation to the main technological equipment for the production of beer and beer drinks, cider, poire, mead with a production capacity of no more than 300 thousand deciliters per year.
At the same time, organizations engaged in the production of beer and beer drinks, cider, poiret, mead and having the main technological equipment for the production of beer and beer drinks, cider, poiret, mead with a production capacity of no more than 300 thousand decalitres per year, submit to the authorized body of the Government of the Russian Federation Federal executive body calculation of production capacity for this equipment.
Calculation of the capacity of the main technological equipment for the production of beer and beer drinks, cider, poire, and mead is sent to the central office of Rosalkogolregulirovanie.
Before Rosalkogolregulirovanie issues an order establishing the procedure and form for calculating the capacity of the main technological equipment for the production of the relevant types of alcoholic products for the specified organizations in order to exercise the right granted by the Federal Law, when calculating the capacity of the main technological equipment for the production of beer, it is recommended to follow the Instructions for calculating the production capacity of beer enterprises. non-alcoholic food industry TI 18-6-58-85, developed by the Scientific and Production Association of Beer and Non-Alcoholic Industry.
Approved
Deputy Minister
food industry of the USSR
Introduction period
INSTRUCTIONS
BY CALCULATION OF PRODUCTION CAPACITY
BEER AND NON-ALCOHOLIC INDUSTRY ENTERPRISES
FOOD INDUSTRY
TI 18-6-58-85
Developed by the Research and Production Association of the Beer and Non-Alcoholic Industry.
I. GENERAL PROVISIONS
Instructions for calculating the production capacity of enterprises in the beer and non-alcoholic food industry were developed in accordance with the “Basic provisions for calculating the production capacity of operating enterprises, production associations (plants)”, approved by the State Planning Committee of the USSR and the Central Statistical Office of the USSR on December 8, 1983 N ND-49-D/ 04-66.
Calculation of production capacity is the most important part of the feasibility study of an industrial production plan. On its basis, possible volumes of industrial output are established and, in accordance with the national economic need, the necessary increase in production capacity is determined through technical re-equipment, reconstruction, expansion of existing and construction of new enterprises. Calculations of production capacity help ensure consistency in the development of interconnected industries.
Production capacity is calculated by all enterprises for the reporting year and at all stages of developing long-term and current plans.
Calculation of production capacity is used to develop and compile planned and reporting balances of production capacity, to plan existing production and new construction as a whole, to resolve issues of specialization of enterprises, to develop measures to eliminate intra-production imbalances and bottlenecks.
1.1. The production capacity of an enterprise (brewing, malting, soft drinks or mineral waters) or a separate workshop is understood as the ability of the means of labor assigned to it to achieve the maximum possible annual output in physical terms, calculated based on the main technological equipment, based on advanced technical standards for its productivity, with full use of all installed equipment and production space, taking into account the achievements of production innovators, the most advanced technology and labor organization.
1.2. The production capacity of an enterprise is determined by the entire range of products it produces, and in the planning period by the products planned for production.
1.3. For enterprises and workshops whose capacities have been put into operation but not mastered, the commissioned design capacity is taken as the available production capacity.
1.4. The production capacity of a brewery, as well as soft drink factories, is determined in terms of finished products, and of a mineral water bottling plant - in the number of bottles. The capacity of a malting plant or workshop is determined in tons of air-dried malt.
When calculating production capacity for the reporting year, the capacity at the beginning of the reporting year is taken in the product range of the year preceding the reporting year, and the capacity at the end of the reporting year (beginning of the planning period) is taken in the product range of the reporting year. When calculating the planned capacity at the beginning of the planning period, the capacity is taken in the product range of the reporting year, and the capacity at the end of the planning period is taken in the product range of the planning period.
1.5. The production capacity of the enterprise is established by the capacity of the leading workshops (departments) and technological equipment, the list of which is given in Appendix 1. The productivity of all other equipment is not taken into account when calculating capacity. The leading ones include workshops, departments and installations of the main production, where the main technological processes are carried out and which are of decisive importance in ensuring the production of finished products.
The production capacity for this period is assumed to be:
for malt - according to the power of the malt drying department;
for beer - according to the capacity of the brewhouse or post-fermentation shop;
for soft drinks - for the blending shop (department) in the production of commercial syrups, for the bottling shop for the production of bottled products;
for kvass - in the fermentation department;
for mineral waters - at the bottling shop;
for carbon dioxide - for the compressor compartment;
for dry yeast - for drying units;
for kvass wort concentrate - for the filtration compartment;
for kvass concentrate of various types - along the bottling line.
The production capacity of an enterprise (association) in the presence of several main production facilities (shops, departments) for the production of homogeneous products (malt, beer, kvass, etc.) is determined by the sum of their capacities.
1.6. The throughput of the remaining links of the main production should be proportional (conjugate) to the capacity of the leading workshop (department) or technological equipment. If bottlenecks exist, they are not taken into account in the production capacity calculation.
A bottleneck should be understood as those workshops, departments, units and groups of equipment of the main and auxiliary production, the throughput of which does not correspond to the capacity of the leading link through which the production capacity of the enterprise is established.
When identifying inconsistencies, measures are developed to eliminate bottlenecks, which are an integral part of the plan of organizational and technical measures, technical re-equipment and reconstruction of the enterprise and should be aimed at ensuring a more complete use of production capacities and their increase.
1.7. The compliance of the throughput capacity of leading workshops (departments), equipment and other parts of the enterprise is determined by calculating the conjugation coefficient K c using the formula:
K c = M1/M 2 + P y
M 1, M 2 - the capacity of workshops, departments, equipment, between which the conjugation coefficient is determined in accepted units of measurement,
R y - specific consumption of products from the first workshop for the production of products from the second workshop.
K with more or less than 1 indicates that the workshops are not connected.
Example. The capacity of the brewhouse for the brewing unit is 3163 thousand decaliters per beer, the power of separation, clarification and cooling of wort is 3140 thousand deciliters per beer, P u is equal to 1. Then the conjugation coefficient between the brewhouse and the wort clarification and cooling department will be equal to:
Ks = 3163/(3140 x 1) = 1.007
1.8. The calculation of the production capacity of the enterprise includes all the equipment of the main production, as well as the equipment of experimental and specialized areas for vocational training.
Main production equipment that is temporarily inactive due to malfunction, repair, modernization, insufficient load, as well as equipment in the process of installation and in storage intended for commissioning in the billing period, is taken into account when calculating production capacity.
Equipment similar to the equipment of the main workshops, installed in auxiliary workshops and areas in excess of the standard, must be included in the calculation of the enterprise's capacity.
1.9. Production capacity when using raw materials and materials that meet the requirements of the standards is calculated according to progressive norms and standards or design (certificate) indicators, if they are not achieved at the enterprise.
The norms and standards on the basis of which the production capacity of enterprises are calculated are periodically updated taking into account the use of advanced equipment, technology, the most modern labor organization, increasing the level of mechanization and automation of production, and the achievements of leading production workers.
The main indicators by which the production capacity of the plant is calculated include: for a brewery - the turnover of brewing units, the mass of a one-time charge, the duration of beer fermentation, etc.; for a malting plant - the performance of dryers, etc.; for a plant of soft drinks and mineral waters - useful volume of fermentation tanks in the production of kvass, hourly removal of bottled products from the bottling line, etc. (Appendix 2).
1.10. Standard performance indicators for equipment of the same design when using raw materials and fuel of the same quality and producing the same types of products using this equipment should be the same for all enterprises in the beer and non-alcoholic industry.
For enterprises in which the technical production standards or design indicators of the productivity of equipment, units and installations, the use of space and the output standards of products from raw materials are exceeded by a significant group of production leaders, production capacity is calculated according to newly developed progressive indicators and standards based on the sustainable achievements of production leaders.
As sustainable achievements, the results achieved in the quarter of the reporting year, which has the best indicators, are taken by the leaders of production, constituting 20 - 25% of all workers employed in the same production processes, or 20 - 25% of the best achieved volumes of production from the unit, unit of area or volume.
Standard equipment performance indicators are given in Appendix 2.
1.11. The standard annual fund of working time for equipment is established when determining the fund of working time in hours and days based on the “Regulations on the system of planned maintenance and repair of equipment of beer and non-alcoholic industry enterprises”, approved by the Ministry of Food Industry of the USSR on December 15, 1982, and on the basis of the “Sanitary Rules for Enterprises brewing and non-alcoholic industry”, approved by the USSR Ministry of Food Industry and the USSR Ministry of Health on April 15, 1985, and current technological instructions - when determining the working time fund in months.
The annual working time in days is taken minus the normalized time for all types of repairs and technological shutdown of equipment, as well as minus weekends and holidays during interrupted production.
For specific production areas, the standard annual working time fund is calculated based on the following:
For the malt drying department - from a continuous production process, shift factor 3, 24 working hours per day, shift duration 8 hours and 330 days of dryer operation per year;
For the brewhouse - from a continuous production process, a shift factor of 3, a shift duration of 8 hours and 325 days of operation of the brewing unit per year;
For the after-fermentation workshop - from a continuous production process, shift factor 3, shift duration 8 hours, 24 working hours per day and 338 days of operation of the after-fermentation tank;
For the blending shop for the production of commercial syrups - from a discontinuous production process, shift factor 1.4 (two-shift operation during 4 summer months, the rest of the time - single-shift mode), shift duration 8.2 hours with a 5-day work week and 232 days work of the blending department per year;
For the bottling shop of non-alcoholic drinks - from a discontinuous production process, shift factor 1.4 (two-shift operation during the 4 summer months, the rest of the time - single-shift mode), shift duration 8.2 hours with a 5-day work week and 232 days of bottling line operation per year;
For the fermentation department for the production of kvass - from a continuous production process, shift coefficient 3, shift duration 8 hours and 100 days of fermentation department operation per year;
For the mineral water bottling shop - from a discontinuous production process, shift factor 1.5 (two-shift operation during the 5 summer months and one-shift operation the rest of the time), shift duration 8.2 hours with a 5-day work week and 232 days operation of the bottling line per year;
For the compressor department when producing carbon dioxide - from a continuous production process, the shift coefficient is 2.6; shift duration is 8 hours and 338 days of compressor operation per year;
For drying plants for the production of dry yeast - from a discontinuous production process, shift coefficient 2, shift duration with a 5-day work week - 8.2 hours and 232 days of dryer operation per year;
The filtration department in the production of kvass wort concentrate is similar to the standard annual working hours of the brewery brewery;
For the workshop for bottling kvass concentrate into bottles and cans - 2660 hours, similar to the standard annual working time for the bottling shop for non-alcoholic drinks.
The calculation of the standard operating time fund for equipment of leading workshops (departments) is given in Appendix 3, the standard annual working time fund is in Appendix 4.
1.12. The time for equipment repairs and the duration of the overhaul period are determined according to the standards establishing the degree of wear and technical condition of the equipment. These standards are periodically updated based on the performance achieved by advanced repair teams. At enterprises with a continuous production process that have a turnaround period of more than one year, the time for major repairs of equipment is taken into account in the year in which the repairs will be carried out. When determining the capacity of enterprises with a seasonal nature of production (kvass department), the time for major repairs is not taken into account. Downtime due to repairs is also determined in accordance with the provision above in clause 1.11.
Equipment downtime caused by a lack of raw materials, materials, semi-finished products, fuel, energy, labor or due to organizational and technical problems, as well as time losses associated with the production or correction of defects, are not taken into account when calculating production capacity.
1.13. The production capacity of the leading workshops (branches) of beer and non-alcoholic industry enterprises is calculated using the formulas given in Appendix 5. To calculate the quarterly capacity of the enterprise, the monthly capacity of the leading workshops is multiplied by 3, if repair work was not carried out with equipment shutdown in the reporting quarter.
In the case where repairs were carried out in a particular quarter, the power is multiplied by 3 minus the duration of equipment shutdown for repairs (in months).
Examples of capacity calculations for beer and non-alcoholic food industry enterprises are given in Appendix 7.
1.14. The production capacity of enterprises for the reporting year and for the planning period is calculated taking into account its growth due to technical re-equipment (including organizational and technical measures) and reconstruction; commissioning of new capacities due to the expansion of existing enterprises, disposal of capacities due to wear and tear of equipment, changes in assortment, dilapidation of buildings and equipment, transfer of fixed assets in the prescribed manner to other enterprises, natural disasters.
The increase in production capacity for the production of specific types of products is determined for each enterprise, based on the activities planned or carried out in the reporting year, based on changes in the qualitative and quantitative composition of equipment taken into account when calculating capacity, improving the operating mode of the enterprise, reducing the labor intensity of products and other factors. At the same time, plans and reports do not include activities related to achieving the designed capacity of an enterprise that is in the development stage.
1.15. The reduction (disposal) of production capacity of existing enterprises and workshops, approved in the prescribed manner, is formalized at the level of the industrial association by drawing up an appropriate disposal protocol and submitted to the Republican Agroprom before December 20 of this year. and to the USSR Agroprom until January 5 of the year following the reporting period.
The form of the protocol for the disposal of production capacity is given in Appendix 6.
1.16. The average annual production capacity of an enterprise is determined by adding to the capacity at the beginning of the year the average annual increase in capacity and subtracting the average annual decrease (disposal) of capacity.
The average annual input or disposal of capacity is calculated by multiplying the input or disposal of capacity by the number of months remaining from the moment of input or disposal of capacity until the end of the year, and dividing the resulting product by 12. If the input or disposal of capacity is carried out in parts during the year, then each part is multiplied by the number of months remaining, the resulting products are summed up and the result is divided by 12.
When calculating the average annual capacity, the volume of increase (decrease) in capacity due to changes in the product range (reduction or increase in labor intensity) is taken into account in full.
When developing a five-year plan, the average annual commissioning of capacity in the year of commissioning is taken based on the current standards for the development of new capacities.
1.17. When establishing a production program, the utilization rate of the average annual production capacity for the reporting year is taken into account, which is defined as the ratio of actual production output to the average annual capacity of a given year.
For the planned period, they are guided by the coefficient of utilization of the production capacity of existing enterprises, taking into account the seasonality of consumption, based on the full capacity utilization in the 2nd - 3rd quarters and the full satisfaction of requests from trade organizations in the 1st and 4th quarters.
1.18. For newly commissioned new volumes at reconstructed and expanded enterprises, the norms for the duration of development of design capacities are determined:
a) for facilities producing products that were not previously produced at this enterprise - according to the norms for the duration of development of a new facility;
b) for facilities producing products similar to those produced at a given enterprise - according to the norm for the duration of development of the capacity of a new facility, reduced by 50%.
For reconstructed and expanded facilities and enterprises, the norms for the duration of development of design capacities are established according to the approved norms for new enterprises (facilities), reduced depending on the magnitude of the increase in existing capacities:
by 30% if the power increase is more than 70%;
by 40%, if the power increase is 50-70%;
by 50% if the power increase is less than 50%.
When production volumes at reconstructed and expanded enterprises (facilities) increase by up to 20%, the period for developing the capacity of these enterprises is not established, and the volume of production is established in the amount of design capacity.
When designing new enterprises, production volume is taken into account seasonality, as for existing enterprises.
1.19. The production capacity of an enterprise is one of the most important indicators indicated in the enterprise passport.
Responsibility for the reliability of calculations of the production capacity of existing enterprises lies with the director of the enterprise, as well as the heads of departments and services that carry out these calculations and prepare the corresponding regulatory framework at the enterprises.
1.20. In connection with the approval of these instructions for calculating production capacity, previously approved instructions become invalid.