วิธีการชุบทองเหลืองที่บ้าน การหลอม การชุบแข็ง และการบำบัดความร้อนของทองเหลือง หลอมเพื่อบรรเทาความเครียดภายใน
คุณสนใจที่จะหลอม ชุบแข็ง และ การรักษาความร้อนทองเหลือง? ซัพพลายเออร์ Evek GmbH เสนอซื้อทองเหลืองที่ ราคาไม่แพงวี หลากหลาย- เราจะรับประกันการส่งมอบผลิตภัณฑ์ไปยังจุดใดก็ได้ในทวีป ราคาเหมาะสมที่สุด
การเลือกใช้เทคโนโลยี
ประเภทของการบำบัดความร้อนของทองเหลืองนั้นพิจารณาจากเปอร์เซ็นต์ของสังกะสีในโลหะผสมรวมถึงประเภทของเฟสไดอะแกรมประเภทของทองเหลืองที่เป็นโลหะผสม - เฟสเดียวหรือสองเฟส ซัพพลายเออร์ Evek GmbH เสนอซื้อผลิตภัณฑ์ทองเหลืองรีดที่ผลิตในประเทศและต่างประเทศในราคาที่เหมาะสมในหลากหลายประเภท เราจะรับประกันการส่งมอบผลิตภัณฑ์ไปยังจุดใดก็ได้ในทวีป ราคาเหมาะสมที่สุด
การอบชุบทองเหลืองเฟสเดียว (ธรรมดา)
สำหรับพันธุ์ดังกล่าว จะใช้การตกผลึกซ้ำหรือการอบอ่อนแบบธรรมดา เป้าหมายคือการบรรเทาความเครียดภายในที่อาจเกิดขึ้นระหว่างการเปลี่ยนรูปพลาสติกของวัสดุ โหมดการหลอมขึ้นอยู่กับความเข้มข้นของสังกะสีในโลหะผสม: เมื่อพารามิเตอร์นี้เพิ่มขึ้น อุณหภูมิการรักษาความร้อนที่ต้องการจะลดลง แต่ไม่เกิน 300 °C ประสิทธิภาพของการหลอมขึ้นอยู่กับขนาดเกรนสุดท้ายในโครงสร้างจุลภาค มีการติดตั้งตามการอ่านกล้องจุลทรรศน์เครื่องมือโลหะหรือตามโครงสร้างอ้างอิงซึ่งกำหนดไว้ใน GOST 5362
บรรยากาศอบอวล
ไม่แนะนำให้ทำการบำบัดความร้อนในบรรยากาศปกติที่มีออกซิเจนจำนวนมาก สิ่งนี้ส่งผลให้ขนาดเกรนลดลงอย่างไม่สม่ำเสมอ และจุดออกไซด์จะมองเห็นได้ชัดเจนบนพื้นผิวของโลหะผสม ซึ่งจะต้องกำจัดออกโดยการกัดโลหะผสมในสารละลายของกรดออร์โธฟอสฟอริกหรือโพแทสเซียมไดโครเมต มากกว่า วิธีการที่มีประสิทธิภาพการอบชุบด้วยความร้อนคือการหลอมแบบสุญญากาศหรือการใช้บรรยากาศในการป้องกัน ก๊าซเฉื่อย- ในขณะเดียวกัน ความเหนื่อยหน่ายของสังกะสีก็ลดลง
การอบชุบด้วยความร้อนของทองเหลืองสองเฟส
ทองเหลืองแบบหลายเฟสได้มาจากการเติมองค์ประกอบโลหะผสมที่ไม่ใช่สังกะสี - เหล็ก อลูมิเนียม ตะกั่ว ฯลฯ เกรดทองเหลืองแต่ละเกรดมีอุณหภูมิการอบอ่อนของการตกผลึกซ้ำของตัวเอง โหมดที่ใช้บ่อยที่สุดคือ:
ซื้อ. ผู้จัดจำหน่าย, ราคา
คุณสนใจที่จะหลอม ชุบแข็ง และอบชุบทองเหลืองหรือไม่? ซัพพลายเออร์ Evek GmbH เสนอซื้อทองเหลืองในราคาของผู้ผลิต เราจะรับประกันการส่งมอบผลิตภัณฑ์ไปยังจุดใดก็ได้ในทวีป ราคาเหมาะสมที่สุด เราขอเชิญคุณให้ความร่วมมือเป็นพันธมิตร
การหลอมชิ้นส่วนเหล็ก
เพื่ออำนวยความสะดวกในการแปรรูปชิ้นส่วนเหล็กด้วยกลไกหรือพลาสติก ความแข็งจะลดลงโดยการหลอม การหลอมแบบเต็มที่เรียกว่าประกอบด้วยความจริงที่ว่าชิ้นส่วนหรือชิ้นงานถูกให้ความร้อนที่อุณหภูมิ 900 ° C โดยคงไว้ที่อุณหภูมินี้เป็นระยะเวลาหนึ่งซึ่งจำเป็นในการอุ่นให้ทั่วทั้งปริมาตรทั้งหมดจากนั้นจึงค่อย ๆ ช้าๆ (โดยปกติจะใช้ร่วมกับเตาเผา ) ทำให้เย็นลงจนถึงอุณหภูมิห้อง
ความเค้นภายในที่เกิดขึ้นในชิ้นส่วนระหว่างการตัดเฉือนจะถูกกำจัดออกโดยการอบอ่อนที่อุณหภูมิต่ำ ซึ่งชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิ 500-600°C จากนั้นจึงทำให้เย็นลงพร้อมกับเตาเผา เพื่อลดความเครียดภายในและลดความแข็งของเหล็กเล็กน้อย จึงใช้การหลอมที่ไม่สมบูรณ์ - ให้ความร้อนที่ 750-760 ° C และต่อมาก็ทำให้เย็นลงอย่างช้าๆ (รวมถึงเตาเผาด้วย)
การหลอมยังใช้เมื่อการชุบแข็งไม่ประสบผลสำเร็จหรือเมื่อจำเป็นต้องทำให้เครื่องมือร้อนเกินไปสำหรับการแปรรูปโลหะอื่น (เช่น หากสว่านทองแดงจำเป็นต้องได้รับความร้อนสูงเกินไปเพื่อเจาะเหล็กหล่อ) ในระหว่างการหลอม ชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิที่ต่ำกว่าอุณหภูมิที่จำเป็นสำหรับการชุบแข็งเล็กน้อย จากนั้นจึงค่อย ๆ เย็นลงในอากาศ เป็นผลให้ส่วนที่แข็งตัวกลับมานิ่มอีกครั้งและคล้อยตามการตัดเฉือนได้
ทองแดงยังต้องผ่านการบำบัดความร้อนด้วย ในกรณีนี้ทองแดงสามารถทำให้อ่อนลงหรือแข็งขึ้นได้ อย่างไรก็ตาม ไม่เหมือนกับเหล็ก ทองแดงจะแข็งตัวโดยการระบายความร้อนในอากาศอย่างช้าๆ และทองแดงจะอ่อนตัวลงเมื่อน้ำเย็นลงอย่างรวดเร็ว หากลวดทองแดงหรือท่อถูกทำให้ร้อนแดง (600° C) ด้วยไฟแล้วจุ่มลงในน้ำอย่างรวดเร็ว ทองแดงจะอ่อนตัวมาก หลังจากให้ รูปร่างที่ต้องการผลิตภัณฑ์สามารถให้ความร้อนด้วยไฟอีกครั้งถึง 400 ° C และปล่อยให้เย็นในอากาศ ลวดหรือท่อก็จะแข็งตัว หากจำเป็นต้องงอท่อ ให้เติมทรายให้แน่นเพื่อไม่ให้แบนและแตกร้าว
การหลอมทองเหลืองจะเพิ่มความเหนียว หลังจากการหลอมทองเหลืองจะนิ่มโค้งงอง่ายเคาะออกและยืดตัวได้ดี สำหรับการหลอมจะถูกให้ความร้อนถึง 600 ° C และปล่อยให้เย็นในอากาศที่อุณหภูมิห้อง
การหลอมและการแข็งตัวของดูราลูมิน
การหลอมดูราลูมินจะดำเนินการเพื่อลดความแข็ง ชิ้นส่วนหรือชิ้นงานได้รับความร้อนถึงประมาณ 360°C ในระหว่างการชุบแข็ง โดยคงไว้ระยะหนึ่ง จากนั้นจึงทำให้เย็นลงในอากาศ ความแข็งของดูราลูมินที่อบอ่อนมีค่าเกือบครึ่งหนึ่งของความแข็งของดูราลูมินที่ชุบแข็งแล้ว
อุณหภูมิความร้อนโดยประมาณของชิ้นส่วนดูราลูมินสามารถกำหนดได้ดังนี้: ที่อุณหภูมิ 350-360°C เศษไม้ที่ผ่านไปตามพื้นผิวที่ร้อนของชิ้นส่วนจะไหม้เกรียมและทิ้งรอยดำไว้ สามารถกำหนดอุณหภูมิของชิ้นส่วนได้อย่างแม่นยำโดยใช้ฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดของหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิว ที่อุณหภูมิ 400°C เปลวไฟสีเขียวเล็กๆ จะปรากฏขึ้นเหนือฟอยล์
ดูราลูมินอบอ่อนมีความแข็งต่ำ สามารถประทับตราและโค้งงอได้สองครั้งโดยไม่ต้องกลัวว่าจะแตกร้าว
การแข็งตัว Duralumin สามารถชุบแข็งได้ เมื่อชุบแข็ง ชิ้นส่วนที่ทำจากโลหะนี้จะถูกให้ความร้อนที่ 360-400°C ค้างไว้สักพัก จากนั้นจึงนำไปแช่ในน้ำที่อุณหภูมิห้อง และปล่อยทิ้งไว้จนเย็นสนิท ทันทีหลังจากนี้ duralumin จะนุ่มและยืดหยุ่น งอและปลอมแปลงได้ง่าย จะได้รับความแข็งเพิ่มขึ้นหลังจากสามถึงสี่วัน ความแข็ง (และในเวลาเดียวกันก็เปราะบาง) เพิ่มขึ้นมากจนไม่สามารถทนต่อการโค้งงอในมุมเล็กๆ ได้
Duralumin ได้รับความแข็งแกร่งสูงสุดหลังจากอายุมากขึ้น การแก่ชราที่อุณหภูมิห้องเรียกว่าเป็นธรรมชาติและที่ อุณหภูมิสูงขึ้น- เทียม. ความแข็งแรงและความแข็งของดูราลูมินที่เพิ่งชุบแข็งใหม่ ซึ่งทิ้งไว้ที่อุณหภูมิห้อง จะเพิ่มขึ้นเมื่อเวลาผ่านไป และจะถึงระดับสูงสุดหลังจากผ่านไปห้าถึงเจ็ดวัน กระบวนการนี้เรียกว่าการแก่ชราแบบดูราลูมิน
<<<Назад
บัดกรีหรือเชื่อมอลูมิเนียม? อะไรคือความแตกต่างและอันไหนดีกว่ากัน?
ก่อนอื่นเรามาดูคำจำกัดความกันก่อน การเชื่อมเป็นกระบวนการในการผลิตข้อต่อแบบครบวงจรโดยการสร้างพันธะระหว่างอะตอม การบัดกรีเป็นกระบวนการเชื่อมโลหะในสถานะร้อนโดยการหลอมโลหะผสม การหลอมโลหะบัดกรี เช่น โลหะที่เชื่อมกัน
กล่าวอีกนัยหนึ่งเมื่อทำการเชื่อม ขอบของชิ้นส่วนที่เชื่อมจะละลายและแข็งตัว ในการบัดกรี โลหะธรรมดาจะถูกให้ความร้อนจนถึงอุณหภูมิที่กำหนดเท่านั้น และข้อต่อนั้นเกิดจากการแพร่กระจายของพื้นผิวและปฏิกิริยาทางเคมีของโลหะบัดกรีและโลหะหลอม
แล้วการเชื่อมอลูมิเนียมหรือบัดกรีไหนดีกว่ากัน?
เพื่อตอบคำถามนี้ให้พิจารณาวิธีการหลักในการบัดกรีและเชื่อมอลูมิเนียมอัลลอยด์ข้อดีและข้อเสีย
เชื่อมอลูมิเนียม.
การเชื่อมสี่ประเภทที่ใช้กันมากที่สุดเมื่อเชื่อมอลูมิเนียม:
1. การเชื่อมด้วยไฟฟ้าหรือ TIG เนื่องจากเป็นอิเล็กโทรดที่ไม่ใช้ ทังสเตนจึงถูกนำมาใช้กับสารเติมแต่งอัลลอยด์พิเศษ (แลนทานัม ซีเรียม ฯลฯ)
อาร์คไฟฟ้าเกิดขึ้นผ่านอิเล็กโทรดนี้ ซึ่งทำให้โลหะละลาย ลวดเชื่อมจะถูกป้อนด้วยตนเองโดยสระเชื่อม กระบวนการทั้งหมดคล้ายกับการเชื่อมแก๊สทั่วไป มีเพียงโลหะเท่านั้นที่ได้รับความร้อนไม่ใช่จากการเผาคบเพลิง แต่โดยอาร์คไฟฟ้าในสภาพแวดล้อมที่มีการป้องกัน การเชื่อมดังกล่าวดำเนินการเฉพาะในบรรยากาศอาร์กอนหรือฮีเลียมหรือของผสมดังกล่าว
การเชื่อมอาร์กอนและฮีเลียมแตกต่างกันหรือไม่? กิน. ประเด็นสำคัญก็คือฮีเลียมมีส่วนโค้งของการเผาไหม้ที่กะทัดรัดยิ่งขึ้น และทำให้การแทรกซึมของโลหะฐานได้ลึกและมีประสิทธิภาพยิ่งขึ้น ฮีเลียมมีราคาแพงกว่าและปริมาณการใช้ก็สูงกว่าอาร์กอนมาก นอกจากนี้ฮีเลียมยังมีสภาพคล่องสูง ส่งผลให้เกิดปัญหาเพิ่มเติมในระหว่างการผลิต การขนส่ง และการเก็บรักษา
ดังนั้นจึงแนะนำให้ใช้เป็นก๊าซป้องกันเฉพาะเมื่อเชื่อมชิ้นส่วนขนาดใหญ่ที่ต้องการการหลอมรวมของขอบเชื่อมที่ลึกและมีประสิทธิภาพเท่านั้น ในทางปฏิบัติ ฮีเลียมมักไม่ค่อยถูกใช้เป็นก๊าซเฉื่อย เนื่องจากอาร์กอนสามารถให้เอฟเฟกต์การเจาะทะลุแบบเดียวกันได้ ซึ่งจะเพิ่มกระแสการเชื่อมเท่านั้น การเชื่อมอลูมิเนียม TIG โดยทั่วไปส่งผลให้เกิดไฟฟ้ากระแสสลับ
ทำไมต้องมีกระแสสลับ? มันเป็นเรื่องของอะลูมิเนียมออกไซด์ ซึ่งมีปริมาณเล็กน้อยในการเชื่อมทุกประเภทอย่างหลีกเลี่ยงไม่ได้ ความจริงก็คือจุดหลอมเหลวของอลูมิเนียมอยู่ที่ประมาณ 660 องศา จุดหลอมเหลวของอะลูมิเนียมออกไซด์คือ 2060 ดังนั้นอะลูมิเนียมออกไซด์จึงไม่สามารถละลายในแนวเชื่อมได้ - อุณหภูมิไม่เพียงพอ
และจะไม่มีคู่มือสำหรับการเชื่อมออกไซด์คุณภาพสูง จะทำอย่างไร? รายได้มาจากขั้วป้อนกลับซึ่งมีคุณสมบัติที่น่าสนใจมากในการทำความสะอาดตะเข็บจากสิ่งสกปรกที่ไม่จำเป็น คุณสมบัตินี้เรียกว่า "การกระจายตัวของแคโทด" อย่างไรก็ตาม กระแสเชื่อมแบบกลับขั้วมีกำลังหลอมเหลวต่ำมาก ดังนั้นส่วนโค้งยังมีส่วนประกอบกระแสของขั้วตรงซึ่งมีจุดประสงค์ให้เป็นโลหะที่ไม่ไวต่อความรู้สึกแต่จะหลอมละลาย
และการแลกเปลี่ยนกระแสขั้วไปข้างหน้าและย้อนกลับนั้นเป็นกระแสสลับซึ่งรวมคุณสมบัติการทำความสะอาดและการหลอมละลายเข้าด้วยกัน
2. การเชื่อมอิเล็กโทรดสิ้นเปลืองหรือการเชื่อมกึ่งอัตโนมัติ (การเชื่อม MIG) ทั้งหมดนี้ใช้กับการเชื่อมประเภทนี้โดยมีความแตกต่างเพียงอย่างเดียวว่าตามกฎแล้ว "การทำความสะอาด" แบบถาวรเพียงอย่างเดียวคือการแทนที่ขั้วของส่วนโค้งที่ไหลและไม่ผ่านอิเล็กโทรดทังสเตนและผ่านลวดเชื่อมโดยตรงที่หลอมละลายในระหว่าง การเชื่อม
การเชื่อมจะใช้เครื่องจักรกึ่งอัตโนมัติทั่วไป แต่มีข้อกำหนดในการป้อนลวดสูงกว่า การเชื่อมประเภทนี้มีเอกลักษณ์เฉพาะด้วยผลผลิตสูง
การเชื่อมอาร์คด้วยมือด้วยอิเล็กโทรดเคลือบ (การเชื่อม MMA) ใช้สำหรับเชื่อมชิ้นส่วนแข็งที่มีความหนาตั้งแต่ 4 มม. ขึ้นไป มันถูกนำไปใช้กับการไหลกลับขั้วและมีตะเข็บคุณภาพต่ำ
4. การเชื่อมแก๊สอลูมิเนียม สามารถใช้ได้กับอลูมิเนียมอัลลอยด์จำนวนจำกัดเท่านั้น ซึ่งมีลักษณะการเชื่อมคุณภาพแย่มาก นี่เป็นเรื่องยากมากและมนุษย์ทุกคนไม่สามารถเข้าถึงได้
ในทางปฏิบัติสิ่งนี้แทบไม่เคยใช้เลย
ปล่อยให้การเชื่อมที่แปลกใหม่เพียงอย่างเดียว (การเชื่อมแบบเสียดทาน การเชื่อมแบบระเบิด และพลาสมา) คุณภาพของรอยเชื่อมและความชุกของการเชื่อมนั้นเหนือกว่ารูปแบบมาก โดยเป็นการเชื่อมอาร์กอนอาร์กกระแสสลับ
ช่วยให้สามารถเชื่อมอลูมิเนียมบริสุทธิ์ ดูราลูมิน ไซเลน ฯลฯ อัลลอยด์ได้ตั้งแต่ไม่กี่มิลลิเมตรไปจนถึงหลายเซนติเมตร นอกจากนี้ยังเป็นวิธีที่ประหยัดที่สุดและเป็นสิ่งเดียวที่เป็นไปได้สำหรับการเชื่อมด้วยนิวเคลียร์และโลหะผสมอลูมิเนียมอื่น ๆ
บัดกรีอลูมิเนียม
มักจะแยกประเภทการบัดกรีที่อุณหภูมิต่ำ (การบัดกรีแบบอ่อน) และการบัดกรีที่อุณหภูมิสูง (การบัดกรี)
การบัดกรีอลูมิเนียมแบบอ่อนมักทำด้วยหัวแร้งธรรมดา และสามารถใช้เป็นบัดกรีพิเศษสำหรับอะลูมิเนียมสังกะสีสูงและการบัดกรีตะกั่ว-ดีบุกทั่วไปได้ ปัญหาหลักของการบัดกรีประเภทนี้คือการต่อสู้กับอลูมิเนียมออกไซด์เบา ในการต่อต้านมันจำเป็นต้องใช้ฟลักซ์ไขมันบัดกรีและการบัดกรีชนิดพิเศษประเภทต่างๆ ในบางกรณี พื้นผิวของอลูมิเนียมถูกชุบด้วยชั้นทองแดงบาง ๆ ซึ่งได้รับการบัดกรีด้วยการบัดกรีแบบดั้งเดิมแล้ว
อย่างไรก็ตามการใช้สารเคลือบกัลวานิกยังห่างไกลจากความเป็นไปได้ทางเทคโนโลยีและเชิงเศรษฐกิจ ไม่ว่าในกรณีใดการบัดกรีโลหะผสมอลูมิเนียมที่อุณหภูมิต่ำนั้นค่อนข้างยากและคุณภาพของข้อต่อบัดกรีมักจะมากกว่าค่าเฉลี่ย นอกจากนี้ เนื่องจากโลหะมีความแตกต่างกัน ข้อต่อที่ยึดติดจึงไวต่อการกัดกร่อน และต้องเคลือบด้วยวานิชหรือทาสีเสมอ การบัดกรีข้อต่อแบบอ่อนไม่สามารถใช้กับระบบที่โหลดได้
โดยเฉพาะไม่ควรใช้ซ่อมหม้อน้ำเครื่องปรับอากาศ แต่สามารถใช้ซ่อมมอเตอร์หม้อน้ำได้
การบัดกรีอลูมิเนียมที่อุณหภูมิสูง เมื่อทำการบัดกรีหม้อน้ำอะลูมิเนียมในโรงงาน จะใช้การบัดกรี ลักษณะเฉพาะคือจุดหลอมเหลวของโลหะบัดกรีต่ำกว่าจุดหลอมเหลวของโลหะเพียง 20-40 องศา โดยทั่วไปการบัดกรีนี้เกี่ยวข้องกับการวางอุณหภูมิสูงพิเศษ (เช่นไนลอน) ซึ่งใช้สำหรับการบัดกรีแล้วเผาในเตาอบพิเศษภายใต้สภาพแวดล้อมของก๊าซป้องกัน
กระบวนการบัดกรีนี้มีลักษณะพิเศษคือมีความแข็งแรงสูงและทนต่อการกัดกร่อนต่ำของข้อต่อที่เกิดขึ้น เนื่องจากมีการใช้บัดกรีเป็นองค์ประกอบใกล้กับโลหะฐาน การบัดกรีประเภทนี้เหมาะอย่างยิ่งสำหรับผลิตภัณฑ์ที่มีผนังบาง แต่เทคโนโลยีของมันค่อนข้างซับซ้อนและไม่มีประโยชน์อย่างสมบูรณ์สำหรับการซ่อมแซม
การบัดกรีอลูมิเนียมอุณหภูมิสูงประเภทที่สองคือการบัดกรีด้วยเปลวไฟแก๊ส  ใช้แท่งกรีดตัวเองแบบพิเศษเป็นบัดกรี (เช่น HTS 2000, Castolin 21 F เป็นต้น)
ใช้แท่งกรีดตัวเองแบบพิเศษเป็นบัดกรี (เช่น HTS 2000, Castolin 21 F เป็นต้น)
อะเซทิลีนโพรเพนและควรใช้เปลวไฟไฮโดรเจน (ไฮโดรไลซิส) เพื่อให้ความร้อน เทคโนโลยีที่นี่มีดังนี้ ขั้นแรกให้เปลวไฟคบเพลิงทำให้โลหะร้อน จากนั้นจึงเติมหัวแร้งลงในพื้นที่บัดกรีอย่างระมัดระวัง เมื่อแท่งไม้ละลายเปลวไฟก็จะถูกลบออก จุดหลอมเหลวของแท่งไม่ต่ำกว่าอุณหภูมิของแผ่นฐานมากนัก ดังนั้นจึงต้องให้ความร้อนอย่างทั่วถึงเพื่อป้องกันไม่ให้ถอดออก
ควรสังเกตว่าบัดกรีประเภทนี้มีราคาแพงมากและมีต้นทุนสูงถึง 300 เหรียญสหรัฐ ต่อ 1 กิโลกรัม โดยทั่วไปจะใช้สำหรับการซ่อมแซมในท้องถิ่น
แล้วอันไหนดีกว่ากัน?
คนทำขนมปังละลายที่บ้าน: วิดีโอทีละขั้นตอน
การบัดกรีหรือการเชื่อมอลูมิเนียมตอนนี้เราสามารถตอบคำถามนี้ได้ หากความหนาของโลหะมากกว่า 0.2-0.3 มม. ให้ใช้การเชื่อมอาร์กอนอาร์ก โดยเฉพาะการเชื่อมอาร์กอนของตัวปล่อยบาล์มรังผึ้งธรรมดา ถาด บังโคลน วงเล็บ ล้ออัลลอยด์ เฟืองพวงมาลัย หัวเครื่องยนต์ เป็นต้น ผลการเชื่อม เป็นพันธะเสาหิน ทนทานต่อสารเคมี และแข็งแรง
หากความหนาของโลหะน้อยกว่า 0.2-0.3 มม. ควรใช้การบัดกรีอลูมิเนียมที่อุณหภูมิสูง ประการแรกใช้สำหรับบัดกรีหม้อน้ำผนังรังผึ้งบาง ๆ จากเครื่องยนต์ซึ่งเป็นเรื่องยากมากที่จะดื่มด้วยอาร์กอน การบัดกรีแบบอ่อนที่อุณหภูมิต่ำกว่าจะดีกว่าหากไม่ได้ใช้เลย เนื่องจากข้อต่อเหล่านี้อ่อนแอกว่ามากและทนต่อสารเคมีน้อยกว่า
นอกจากนี้ ฟลักซ์ที่เป็นกรดที่ใช้ในการบัดกรีที่อุณหภูมิต่ำสามารถทำลายทั้งโลหะธรรมดาและข้อต่อบัดกรีได้ในเวลาอันสั้น
โลหะทั่วไปส่วนใหญ่ไม่สามารถเสริมความแข็งแกร่งด้วยการบำบัดความร้อนได้ อย่างไรก็ตาม โลหะเกือบทั้งหมดได้รับการเสริมความแข็งแกร่ง—ในระดับหนึ่ง—โดยการตี รีด หรือดัดงอ สิ่งนี้เรียกว่าการชุบแข็งด้วยความเย็นหรือการชุบแข็งของโลหะ
การหลอมเป็นการบำบัดด้วยความร้อนชนิดหนึ่งเพื่อทำให้โลหะอ่อนตัวลงซึ่งแข็งตัวแล้วจึงนำไปผ่านกระบวนการเย็นต่อไปได้
งานเย็น: ทองแดง ตะกั่ว และอลูมิเนียม
โลหะธรรมดามีความแตกต่างกันอย่างมากในระดับและอัตราการแข็งตัวของความเครียด - การชุบแข็งเย็นหรือการชุบแข็งเย็น
ทองแดงแข็งตัวได้ค่อนข้างเร็วอันเป็นผลมาจากการตีขึ้นรูปเย็น ดังนั้นจึงลดความอ่อนตัวและความเหนียวลงได้อย่างรวดเร็ว ดังนั้นทองแดงจึงต้องมีการอบอ่อนบ่อยๆ เพื่อให้สามารถแปรรูปต่อไปได้โดยไม่เสี่ยงต่อการถูกทำลาย
ในทางกลับกัน ตะกั่วสามารถทุบเป็นรูปร่างได้เกือบทุกรูปแบบโดยไม่ต้องอบอ่อนหรือเสี่ยงต่อการแตกหัก
ตะกั่วมีความเหนียวสำรองซึ่งช่วยให้เกิดการเสียรูปพลาสติกขนาดใหญ่โดยมีการชุบแข็งด้วยความเครียดในระดับต่ำมาก อย่างไรก็ตาม แม้ว่าทองแดงจะแข็งกว่าตะกั่ว แต่โดยทั่วไปแล้วจะอ่อนตัวได้มากกว่า
อลูมิเนียมสามารถทนต่อการเสียรูปพลาสติกได้ค่อนข้างมากผ่านการขึ้นรูปด้วยค้อนหรือการรีดเย็น ก่อนที่จะต้องอบอ่อนเพื่อให้คุณสมบัติเหนียวกลับคืนมา
อลูมิเนียมบริสุทธิ์จะแข็งช้ากว่าทองแดงมาก และแผ่นโลหะผสมอลูมิเนียมบางชนิดก็แข็งหรือเปราะเกินกว่าจะชุบแข็งได้มาก
งานเย็นของเหล็กและเหล็กกล้า
เหล็กบริสุทธิ์ทางอุตสาหกรรมสามารถผ่านกระบวนการเย็นจนเสียรูปได้มากก่อนที่จะแข็งเกินไปสำหรับการแปรรูปต่อไป
สิ่งเจือปนในเหล็กหรือเหล็กกล้าทำให้ความสามารถในการขึ้นรูปเย็นของโลหะลดลงถึงขั้นที่เหล็กส่วนใหญ่ไม่สามารถขึ้นรูปเย็นได้ ยกเว้นเหล็กกล้าคาร์บอนต่ำพิเศษสำหรับอุตสาหกรรมยานยนต์ ในเวลาเดียวกัน เหล็กเกือบทั้งหมดสามารถแปรรูปเป็นพลาสติกได้ในสถานะร้อนแดงได้สำเร็จ
เหตุใดการหลอมโลหะจึงจำเป็น?
ลักษณะที่แน่นอนของกระบวนการอบอ่อนซึ่งโลหะจะต้องขึ้นอยู่กับวัตถุประสงค์ของโลหะอบอ่อนเป็นส่วนใหญ่
วิธีการอบอ่อนมีความแตกต่างกันอย่างมีนัยสำคัญระหว่างการอบอ่อนในโรงงานที่ผลิตเหล็กแผ่นจำนวนมากกับการอบอ่อนในร้านซ่อมรถยนต์ขนาดเล็ก ซึ่งต้องมีการประมวลผลเพียงชิ้นส่วนเดียวเท่านั้น
กล่าวโดยสรุป การทำงานเย็นคือการเสียรูปพลาสติกโดยการทำลายหรือการบิดเบี้ยวของโครงสร้างเกรนของโลหะ
ในระหว่างการหลอม โลหะหรือโลหะผสมจะถูกให้ความร้อนจนถึงอุณหภูมิที่เกิดการตกผลึกใหม่ ซึ่งก็คือ การก่อตัวของเกรนใหม่ ซึ่งไม่บิดเบี้ยวและกลม แทนที่จะเป็นเกรนเก่าที่มีรูปร่างผิดปกติและยาว จากนั้นโลหะจะเย็นลงด้วยความเร็วที่กำหนด กล่าวอีกนัยหนึ่ง ผลึกหรือเม็ดภายในโลหะที่ถูกแทนที่หรือเปลี่ยนรูประหว่างการทำงานพลาสติกเย็นจะได้รับโอกาสในการจัดเรียงใหม่และคืนสู่สภาพธรรมชาติ แต่ที่อุณหภูมิการหลอมที่สูงขึ้น
การหลอมเหล็กและเหล็กกล้า
เหล็กและเหล็กกล้าเหนียวต้องได้รับความร้อนที่อุณหภูมิประมาณ 900 องศาเซลเซียส จากนั้นปล่อยให้เย็นลงอย่างช้าๆ เพื่อให้แน่ใจว่าจะ "อ่อนตัว" ที่สุดเท่าที่จะเป็นไปได้
ในขณะเดียวกันก็มีมาตรการป้องกันการสัมผัสโลหะกับอากาศเพื่อหลีกเลี่ยงการเกิดออกซิเดชันของพื้นผิว เมื่อทำในร้านซ่อมรถยนต์ขนาดเล็ก จะใช้ทรายอุ่นในการนี้
เหล็กกล้าคาร์บอนสูงต้องการการประมวลผลที่คล้ายคลึงกัน ยกเว้นว่าอุณหภูมิการหลอมจะต่ำกว่าและอยู่ที่ประมาณ 800 องศาเซลเซียส
การหลอมทองแดง
ทองแดงจะถูกอบอ่อนที่อุณหภูมิประมาณ 550 องศาเซลเซียส เมื่อทองแดงถูกให้ความร้อนจนเป็นสีแดงเข้ม
เมื่อได้รับความร้อน ทองแดงจะถูกทำให้เย็นลงในน้ำหรือปล่อยให้เย็นช้าๆ ในอากาศ อัตราการเย็นตัวของทองแดงหลังการให้ความร้อนที่อุณหภูมิการหลอมไม่ส่งผลต่อระดับ "ความอ่อน" ของโลหะที่ได้รับ ข้อดีของการระบายความร้อนอย่างรวดเร็วคือทำความสะอาดโลหะจากตะกรันและสิ่งสกปรก
การหลอมอลูมิเนียม
อลูมิเนียมอบอ่อนที่อุณหภูมิ 350 องศาเซลเซียส
การอบชุบโลหะผสมที่ไม่ใช่เหล็ก
ในโรงงาน จะดำเนินการในเตาอบหรืออ่างเกลือที่เหมาะสม ในโรงงาน อะลูมิเนียมจะถูกอบอ่อนด้วยคบเพลิงแก๊ส พวกเขาบอกว่าสิ่งนี้เกี่ยวข้องกับการถูเศษไม้ให้ทั่วพื้นผิวโลหะที่ได้รับความร้อน
เมื่อไม้เริ่มมีรอยดำ แสดงว่าอลูมิเนียมได้รับการอบอ่อนแล้ว บางครั้งใช้ก้อนสบู่แทนไม้: เมื่อสบู่เริ่มมีรอยสีน้ำตาล ควรหยุดการให้ความร้อน จากนั้นอะลูมิเนียมจะถูกทำให้เย็นลงในน้ำหรือปล่อยให้เย็นในอากาศ
การหลอมสังกะสี
สังกะสีจะอ่อนตัวได้อีกครั้งที่อุณหภูมิระหว่าง 100 ถึง 150 องศาเซลเซียส
ซึ่งหมายความว่าสามารถอบอ่อนในน้ำเดือดได้ สังกะสีจะต้องได้รับการประมวลผลในขณะที่ยังร้อน: เมื่อเย็นตัวลง ความสามารถในการอ่อนตัวของสังกะสีจะสูญเสียไปมาก
ทองแดงถูกนำมาใช้กันอย่างแพร่หลายในการผลิตผลิตภัณฑ์เพื่อวัตถุประสงค์ต่างๆ เช่น ถัง ท่อ อุปกรณ์จ่ายไฟฟ้า อุปกรณ์เคมี ฯลฯ การใช้ทองแดงที่หลากหลายนั้นสัมพันธ์กับคุณสมบัติทางกายภาพพิเศษของมัน
ทองแดงมีค่าการนำไฟฟ้าและความร้อนสูงและทนทานต่อการกัดกร่อน ความหนาแน่นของทองแดงคือ 8.93 N/cm3 จุดหลอมเหลวคือ 1,083°C จุดเดือดคือ 2,360°C
ความยากในการเชื่อมทองแดงเกิดจากคุณสมบัติทางกายภาพและเคมี4 ทองแดงมีแนวโน้มที่จะเกิดออกซิเดชันด้วยการก่อตัวของออกไซด์ทนไฟ, การดูดซับก๊าซโดยโลหะหลอมเหลว, มีค่าการนำความร้อนสูงและมีค่าสัมประสิทธิ์การขยายตัวเชิงเส้นที่สำคัญเมื่อถูกความร้อน
แนวโน้มที่จะเกิดออกซิเดชันจำเป็นต้องใช้ฟลักซ์พิเศษระหว่างการเชื่อมเพื่อป้องกันโลหะหลอมเหลวจากการเกิดออกซิเดชันและละลายออกไซด์ที่เกิดขึ้นและแปลงเป็นตะกรัน
การนำความร้อนสูงต้องใช้เปลวไฟที่ทรงพลังกว่าการเชื่อมเหล็ก ความสามารถในการเชื่อมของ Cu ขึ้นอยู่กับความบริสุทธิ์ ความสามารถในการเชื่อมของ Cu นั้นลดลงเป็นพิเศษเมื่อมี B1, Pb, 3 และ Oz อยู่ในนั้น เนื้อหาของ rg ขึ้นอยู่กับเกรดของ Cu อยู่ระหว่าง 0.02 ถึง 0.15%, III และ Pb ให้ความเปราะบางของทองแดงและความเปราะบางของสีแดง การมีอยู่ของออกซิเจนใน Cu ในรูปของคอปเปอร์ออกไซด์ Cu20 ทำให้เกิดชั้นโลหะที่เปราะ และรอยแตกร้าวที่ปรากฏในอิทธิพลของเขตความร้อน
คอปเปอร์ออกไซด์ก่อตัวเป็นยูเทคติกที่หลอมละลายต่ำด้วยทองแดงซึ่งมีจุดหลอมเหลวต่ำกว่า ยูเทคติกตกตะกอนรอบๆ เมล็ดทองแดง และทำให้พันธะระหว่างเมล็ดอ่อนลง
กระบวนการเชื่อม Cu ไม่เพียงได้รับอิทธิพลจากออกซิเจนที่ละลายในทองแดงเท่านั้น แต่ยังได้รับอิทธิพลจากออกซิเจนที่ดูดซับจากบรรยากาศด้วย ในกรณีนี้พร้อมกับคอปเปอร์ออกไซด์ CuO จะเกิดคอปเปอร์ออกไซด์ CuO ขึ้น เมื่อทำการเชื่อม ออกไซด์ทั้งสองนี้จะทำให้การเชื่อมแก๊สทำได้ยากและต้องกำจัดออกโดยใช้ฟลักซ์
ไฮโดรเจนและคาร์บอนมอนอกไซด์ส่งผลเสียต่อกระบวนการเชื่อม Cu เช่นกัน
อันเป็นผลมาจากการมีปฏิสัมพันธ์กับคอปเปอร์ออกไซด์ CuO ไอน้ำและคาร์บอนไดออกไซด์จึงเกิดขึ้นซึ่งก่อตัวเป็นรูพรุนในโลหะเชื่อม เพื่อหลีกเลี่ยงปรากฏการณ์นี้ การเชื่อมทองแดงจะต้องดำเนินการโดยใช้เปลวไฟปกติอย่างเคร่งครัด ยิ่ง Si บริสุทธิ์และมี 0-2 น้อย ก็ยิ่งเชื่อมได้ดียิ่งขึ้น
ตาม GOST 859-78 อุตสาหกรรมผลิตเกรดทองแดง M1r, M2r MZr ซึ่งมีปริมาณ Oa- ที่ลดลง (มากถึง 0.01%) สำหรับการผลิตโครงสร้างแบบเชื่อม
ในการเชื่อมแก๊ส C จะใช้ข้อต่อชนและมุม ข้อต่อ T และข้อต่อตักไม่ได้ผลดี
ก่อนการเชื่อมขอบรอยเชื่อมต้องทำความสะอาดสิ่งสกปรก น้ำมัน ออกไซด์ และสิ่งปนเปื้อนอื่น ๆ ในพื้นที่ห่างจากจุดเชื่อมอย่างน้อย 30 มม. ทำความสะอาดพื้นที่เชื่อมด้วยตนเองหรือด้วยเครื่องจักรด้วยแปรงเหล็ก การเชื่อมทองแดงที่มีความหนาสูงสุด 8 มม. ดำเนินการโดยไม่ต้องตัดขอบ และด้วยความหนามากกว่า 3 มม. จำเป็นต้องมีการตัดขอบรูปตัว X ที่มุม 45° ในแต่ละด้านของข้อต่อ ความทื่อทำให้มีค่าเท่ากับ 0.2 ของความหนาของโลหะที่เชื่อม เนื่องจากทองแดงมีสภาพไหลเพิ่มขึ้นในสถานะหลอมเหลว แผ่นบางจึงถูกเชื่อมแบบชนโดยไม่มีช่องว่าง และแผ่นที่มีขนาดเกิน 6 มม. จะถูกเชื่อมบนกราไฟท์และแผ่นรองคาร์บอน
พลังของเปลวไฟเชื่อมเมื่อเชื่อมทองแดงที่มีความหนาสูงสุด 4 มม. ถูกเลือกโดยพิจารณาจากปริมาณการใช้อะเซทิลีน 150-175 dm3/ชม. ต่อความหนา 1 มม. ของโลหะที่เชื่อม; สำหรับความหนาสูงสุด 8-10 มม กำลังเพิ่มขึ้นเป็น 175-225 dm8/ชม.
สำหรับความหนามาก ขอแนะนำให้เชื่อมด้วยคบเพลิงสองอัน อันหนึ่งเพื่อให้ความร้อนและอีกอันสำหรับเชื่อม เพื่อลดการกระจายความร้อน การเชื่อมจะดำเนินการบนแผ่นรองแร่ใยหิน เพื่อชดเชยการสูญเสียความร้อนจำนวนมากเนื่องจากการเคลื่อนย้ายไปยังโซนที่ได้รับผลกระทบจากความร้อน จะใช้การให้ความร้อนเบื้องต้นและร่วมกันของขอบรอยเชื่อม
ขอบถูกให้ความร้อนด้วยหัวเผาตั้งแต่หนึ่งหัวขึ้นไป
เปลวไฟสำหรับการเชื่อม C ได้รับเลือกให้เป็นปกติอย่างเคร่งครัดเนื่องจากเปลวไฟออกซิไดซ์ทำให้เกิดออกซิเดชันอย่างแรงและเมื่อมีเปลวไฟคาร์บูไรซิ่งรูขุมขนและรอยแตกจะปรากฏขึ้น เปลวไฟควรอ่อนและควรหันไปในมุมที่มากกว่าการเชื่อมเหล็ก การเชื่อมจะดำเนินการในเขตการกู้คืนระยะห่างจากปลายแกนถึงโลหะที่เชื่อมคือ 3-6 มม.
ในระหว่างกระบวนการเชื่อมโลหะที่ได้รับความร้อนจะต้องได้รับการปกป้องด้วยเปลวไฟตลอดเวลา การเชื่อมทำได้โดยใช้ทั้งวิธีซ้ายและขวา อย่างไรก็ตาม วิธีที่ถูกต้องนั้นเหมาะที่สุดเมื่อทำการเชื่อมทองแดง การเชื่อมจะดำเนินการด้วยความเร็วสูงสุดโดยไม่หยุดชะงัก
การเชื่อมจะดำเนินการขึ้นไป มุมเอียงของกระบอกเป่าไฟฉายกับผลิตภัณฑ์ที่เชื่อมคือ 40-50° และลวดตัวเติมอยู่ที่ 30-40° เมื่อทำตะเข็บแนวตั้ง มุมเอียงของกระบอกเป่าไฟฉายคือ 30° และทำการเชื่อมจากล่างขึ้นบน เมื่อเชื่อมทองแดงไม่แนะนำให้ยึดชิ้นส่วนด้วยตะปู ตะเข็บยาวถูกเชื่อมในสถานะอิสระโดยใช้วิธีย้อนกลับ
การเชื่อมแก๊สทองแดงทำได้เพียงครั้งเดียว
องค์ประกอบของลวดตัวเติมมีอิทธิพลอย่างมากต่อกระบวนการเชื่อมแก๊ส สำหรับการเชื่อมแท่งและลวดตาม GOST 16130-72 ของเกรดต่อไปนี้จะถูกใช้เป็นสารเติมแต่ง: M1, MSr1, MNZh5-1, MNZHKT5-1-0.2-0.2
ข้อผิดพลาด 503 บริการไม่พร้อมใช้งาน
ลวดเชื่อม MSr1 มีปริมาณเงิน 0.8-1.2% เส้นผ่านศูนย์กลางของลวดตัวเติมถูกเลือกขึ้นอยู่กับความหนาของโลหะที่เชื่อมและมีค่าเท่ากับ 0.5-0.75 8 โดยที่ 5 คือความหนาของโลหะมม. แต่ไม่เกิน 8 มม.
ลวดเชื่อมควรละลายได้อย่างราบรื่นไม่กระเด็น เป็นที่พึงปรารถนาว่าอุณหภูมิหลอมเหลวของลวดตัวเติมจะต่ำกว่าอุณหภูมิหลอมเหลวของโลหะฐาน เพื่อปกป้อง Cu จากการเกิดออกซิเดชันรวมทั้งกำจัดออกซิไดซ์และกำจัดออกไซด์ที่เกิดขึ้นลงในตะกรันการเชื่อมจะดำเนินการด้วยฟลักซ์ ฟลักซ์ทำจากออกไซด์และเกลือของโบรอนและโซเดียม ฟลักซ์สำหรับการเชื่อม Cu ใช้ในรูปของผงแป้งและในรูปของก๊าซ ต้องใช้ฟลักซ์หมายเลข 5 และ 6 ที่มีเกลือของกรดฟอสฟอริกเมื่อทำการเชื่อมด้วยลวดที่ไม่มีฟอสฟอรัสและซิลิกอนดีออกซิไดเซอร์
การเชื่อม Si สามารถทำได้โดยใช้ฟลักซ์ก๊าซ BM-1 ในกรณีนี้ ปลายคบเพลิงจะต้องเพิ่มขึ้นหนึ่งหมายเลขเพื่อลดอัตราการให้ความร้อนและเพิ่มพลังของเปลวไฟในการเชื่อม เมื่อใช้ฟลักซ์ก๊าซจะใช้การติดตั้ง KGF-2-66 ฟลักซ์ที่เป็นผงจะถูกโรยลงบนพื้นที่เชื่อม 40-50 มม. ทั้งสองด้านของแกนเชื่อม ฟลักซ์ในรูปแบบของยาพอกถูกนำไปใช้กับขอบของโลหะที่กำลังเชื่อมและกับแท่งฟิลเลอร์ ฟลักซ์ที่เหลือจะถูกกำจัดออกโดยการล้างตะเข็บด้วยสารละลายไนตริกหรือกรดซัลฟิวริก 2%
เพื่อปรับปรุงคุณสมบัติทางกลของโลหะที่สะสมและเพิ่มความหนาแน่นและ
เพื่อให้มั่นใจถึงความเป็นพลาสติกของรอยเชื่อม แนะนำให้ปลอมโลหะเชื่อมหลังการเชื่อม ชิ้นส่วนที่มีความหนาสูงสุด 4 มม. ถูกหลอมในสภาวะเย็นและมีความหนามากขึ้น - เมื่อถูกความร้อนที่อุณหภูมิ 550-600°C
การปรับปรุงเพิ่มเติมของตะเข็บหลังจากการตีขึ้นรูปทำได้โดยการบำบัดความร้อน - ให้ความร้อนถึง 550-600°C และระบายความร้อนด้วยน้ำ ผลิตภัณฑ์ที่จะเชื่อมจะถูกให้ความร้อนด้วยหัวเชื่อมหรือในเตาเผา หลังจากการหลอม โลหะเชื่อมจะมีความเหนียว
⇐ ก่อนหน้า27282930313233343536ถัดไป ⇒
วันที่เผยแพร่: 2015-01-26; อ่าน: 455 | การละเมิดลิขสิทธิ์เพจ
studopedia.org - Studopedia.Org - 2014-2018 (0.001 วินาที)…
หน้าหลัก>>การเชื่อมโลหะที่ไม่ใช่เหล็ก>>การเชื่อมทองแดงและเหล็กกล้า
เชื่อมทองแดงและโลหะผสมกับเหล็ก วิธีเชื่อมทองแดงและเหล็ก?
ในทางปฏิบัติ การเชื่อมทองแดงและเหล็กกล้ามักดำเนินการโดยใช้ข้อต่อชน ตะเข็บในการเชื่อมต่อดังกล่าวอาจเป็นภายนอกหรือภายในก็ได้ทั้งนี้ขึ้นอยู่กับลักษณะของโครงสร้าง
สำหรับการเชื่อมทองเหลืองกับเหล็ก การเชื่อมแก๊สเหมาะที่สุด และสำหรับการเชื่อมทองแดงสีแดงกับเหล็ก การเชื่อมอาร์กไฟฟ้าด้วยอิเล็กโทรดโลหะ
ผลลัพธ์ที่ดียังได้รับเมื่อเชื่อมด้วยอิเล็กโทรดคาร์บอนภายใต้ชั้นฟลักซ์และการเชื่อมแก๊สภายใต้ส่วนโค้ง BM-1 ที่จมอยู่ใต้น้ำ ในทางปฏิบัติ การเชื่อมแก๊สระหว่างทองเหลืองกับเหล็กจะดำเนินการโดยใช้ทองแดงเป็นวัสดุตัวเติม
การเตรียมขอบเชื่อมที่มีความหนาเท่ากันของโลหะที่ไม่ใช่เหล็กและเหล็กกล้าจะดำเนินการในลักษณะเดียวกับเมื่อเชื่อมโลหะเหล็ก
การเชื่อมแผ่นที่มีความหนาน้อยกว่า 3 มม. จะดำเนินการโดยไม่ต้องตัดและแผ่นที่เริ่มต้นจาก 3 มม. จะถูกเชื่อมด้วยขอบที่เอียง
หากขอบเอียงไม่เพียงพอ หรือหากมีการปนเปื้อนที่ปลายชิ้นส่วนที่ถูกเชื่อม จะไม่สามารถเจาะทะลุได้ดี ด้วยเหตุนี้เมื่อทำการเชื่อมชิ้นส่วนที่มีความหนามากซึ่งมีการทำร่องรูปตัว X จึงไม่ควรทำทื่อ
การเชื่อมทองแดงกับเหล็กเป็นงานที่ซับซ้อน แต่ค่อนข้างเป็นไปได้สำหรับการขึ้นผิวและการเชื่อม เช่น ชิ้นส่วนของอุปกรณ์เคมี ลวดทองแดงพร้อมบล็อกเหล็ก
คุณภาพของการเชื่อมข้อต่อดังกล่าวตรงตามข้อกำหนด ความแข็งแรงของทองแดงสามารถเพิ่มขึ้นได้โดยการใส่ธาตุเหล็กมากถึง 2% ลงในองค์ประกอบ ยิ่งมีธาตุเหล็กมากขึ้น ความแข็งแกร่งก็เริ่มลดลง
เมื่อเชื่อมด้วยอิเล็กโทรดคาร์บอนจำเป็นต้องใช้กระแสตรงที่มีขั้วตรง
แรงดันไฟฟ้าของอาร์คไฟฟ้าคือ 40-55V และความยาวประมาณ 14-20 มม. กระแสเชื่อมจะถูกเลือกตามเส้นผ่านศูนย์กลางและคุณภาพของอิเล็กโทรด (คาร์บอนหรือกราไฟท์) และอยู่ในช่วง 300-550A ฟลักซ์ที่ใช้จะเหมือนกับการเชื่อมทองแดง องค์ประกอบของฟลักซ์เหล่านี้ระบุไว้ในหน้านี้
ฟลักซ์ถูกนำเข้าสู่โซนการเชื่อมโดยเทลงในร่อง
 วิธีเชื่อมใช้ "ซ้าย"
วิธีเชื่อมใช้ "ซ้าย"
ผลลัพธ์ที่ดีที่สุดเมื่อเชื่อมบัสบาร์ทองแดงกับเหล็กจะได้มาเมื่อทำการเชื่อม "ในเรือ" แผนภาพของการเชื่อมดังกล่าวแสดงในรูป ขั้นแรก ขอบทองแดงจะถูกให้ความร้อนด้วยอิเล็กโทรดคาร์บอน จากนั้นจึงเชื่อมด้วยตำแหน่งที่แน่นอนของอิเล็กโทรดและแท่งตัวเติม (ดูรูป) ความเร็วในการเชื่อม 0.25 ม./ชม. การเชื่อมทองแดงกับเหล็กหล่อนั้นดำเนินการโดยใช้เทคนิคทางเทคโนโลยีเดียวกัน
การเชื่อมทองแดงโลหะผสมต่ำที่มีความหนาเล็กน้อย (สูงถึง 1.5 มม.) กับเหล็กที่มีความหนาสูงสุด 2.5 มม. สามารถดำเนินการทับซ้อนกับอิเล็กโทรดทังสเตนที่ไม่สิ้นเปลืองในสภาพแวดล้อมอาร์กอนบนเครื่องจักรอัตโนมัติที่มีลวดตัวเติมที่มี เส้นผ่านศูนย์กลาง 1.8 มม. จ่ายจากด้านข้าง
ในกรณีนี้ การกำหนดส่วนโค้งจากด้านทองแดงไปทางส่วนที่ทับซ้อนกันเป็นสิ่งสำคัญมาก โหมดการเชื่อม: กระแสไฟฟ้า 190A, แรงดันอาร์ค 11.5V, ความเร็วในการเชื่อม 28.5 ม./ชม., ความเร็วในการป้อนลวด 70 ม./ชม.
ทองแดงและทองเหลืองสามารถเชื่อมเข้ากับเหล็กได้ดีโดยใช้การเชื่อมแบบแฟลชชน
ด้วยวิธีการเชื่อมนี้ ขอบเหล็กจะละลายค่อนข้างแรง และขอบโลหะที่ไม่ใช่เหล็กจะละลายเล็กน้อย เมื่อคำนึงถึงสถานการณ์นี้และเมื่อคำนึงถึงความแตกต่างของความต้านทานของโลหะเหล่านี้ส่วนที่ยื่นออกมาของเหล็กจะอยู่ที่ 3.5d สำหรับทองเหลือง 1.5d สำหรับทองแดง 1.0d โดยที่ d คือเส้นผ่านศูนย์กลางของแท่งที่ถูกเชื่อม .
สำหรับการเชื่อมแบบชนแท่งโดยใช้วิธีต้านทาน แนะนำให้ใช้ระยะยื่น 2.5d สำหรับเหล็ก 1.0d สำหรับทองเหลือง และ 1.5d สำหรับทองแดง ความต้านทานจำเพาะของการทรุดตัวจะถือว่าอยู่ในช่วง 1.0-1.5 กก./มม.2
ในทางปฏิบัติ มักจะจำเป็นต้องเชื่อมหมุดที่มีเส้นผ่านศูนย์กลาง 8-12 มม. ซึ่งทำจากทองแดงและโลหะผสมกับเหล็ก หรือหมุดเหล็กกับผลิตภัณฑ์ทองแดง
การเชื่อมดังกล่าวดำเนินการโดยใช้กระแสตรงของขั้วย้อนกลับภายใต้ฟลักซ์ละเอียดของแบรนด์ OSTS-45 โดยไม่ต้องอุ่นเครื่อง
หมุดทองแดงที่มีเส้นผ่านศูนย์กลางสูงสุด 12 มม. หรือหมุดทองเหลืองเกรด L62 ที่มีเส้นผ่านศูนย์กลางสูงสุด 10 มม. พร้อมกระแสไฟ 400 A เชื่อมอย่างดีกับเหล็กหรือเหล็กหล่อ
และกระดุมที่ทำจากทองเหลืองเกรด LS 59-1 ไม่ได้ใช้ในการเชื่อม
หมุดเหล็กเชื่อมได้ไม่ดีกับผลิตภัณฑ์ทองแดงและทองเหลือง
วิธีเชื่อมทองแดงที่บ้าน?
หากคุณวางวงแหวนทองแดงสูง 4 มม. ที่ปลายพินที่มีเส้นผ่านศูนย์กลางสูงสุด 8 มม. กระบวนการเชื่อมโลหะจะดำเนินไปอย่างน่าพอใจ กระดุมแบบเดียวกันที่มีเส้นผ่านศูนย์กลาง 12 มม. สำหรับโบรซยี่ห้อ Br. ของ 10-1 มีการเชื่อมอย่างดี สำหรับการเชื่อมอาร์คของทองแดงและเหล็ก อิเล็กโทรด K-100 จะให้ผลลัพธ์ที่ดีที่สุด
เมื่อพัฒนาเทคโนโลยีในการอบชุบทองแดงและโลหะผสมจำเป็นต้องคำนึงถึงคุณสมบัติสองประการ: การนำความร้อนสูงและปฏิกิริยาโต้ตอบกับก๊าซระหว่างการให้ความร้อน เมื่อให้ความร้อนผลิตภัณฑ์บางและผลิตภัณฑ์กึ่งสำเร็จรูป การนำความร้อนมีความสำคัญรอง เมื่อให้ความร้อนกับผลิตภัณฑ์ขนาดใหญ่ ค่าการนำความร้อนที่สูงของทองแดงเป็นสาเหตุให้ความร้อนทั่วทั้งหน้าตัดเร็วขึ้นและสม่ำเสมอมากขึ้น เมื่อเปรียบเทียบกับ เช่น กับโลหะผสมไทเทเนียมเนื่องจากมีค่าการนำความร้อนสูง ปัญหาเรื่องการชุบแข็งจึงไม่เกิดขึ้นในระหว่างการอบชุบด้วยความร้อนเสริมความแข็งแกร่งของโลหะผสมทองแดง ด้วยขนาดของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ใช้ในทางปฏิบัติ พวกมันจะถูกเผาผ่าน
ทองแดงและโลหะผสมที่ทำปฏิกิริยากับออกซิเจนและไอน้ำที่อุณหภูมิสูงขึ้น อย่างน้อยก็รุนแรงกว่าอลูมิเนียมและโลหะผสม เนื่องจากคุณสมบัตินี้ จึงมักใช้บรรยากาศการป้องกันในระหว่างการอบชุบด้วยความร้อนของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ทำจาก ทองแดงและโลหะผสม ในขณะที่เทคโนโลยีการรักษาความร้อนอลูมิเนียมบรรยากาศการป้องกันนั้นหาได้ยาก
การหลอมทองแดงและโลหะผสมจะดำเนินการเพื่อกำจัดความเบี่ยงเบนเหล่านั้นจากโครงสร้างสมดุลที่เกิดขึ้นระหว่างกระบวนการแข็งตัวหรือเป็นผลมาจากการกระทำทางกลหรือการบำบัดความร้อนก่อนหน้านี้
การหลอมให้เป็นเนื้อเดียวกันเกี่ยวข้องกับการให้ความร้อนแก่แท่งโลหะจนถึงอุณหภูมิสูงสุดที่เป็นไปได้โดยไม่ทำให้ส่วนประกอบโครงสร้างของโลหะผสมหลอมละลาย ปรากฏการณ์การกลายเป็นของเหลวในทองแดงและทองเหลืองพัฒนาไม่มีนัยสำคัญ และการให้ความร้อนแก่แท่งโลหะภายใต้การบำบัดด้วยแรงดันร้อนก็เพียงพอแล้วสำหรับการทำให้เป็นเนื้อเดียวกัน
โลหะผสมทองแดงหลักที่จำเป็นต้องมีการหลอมให้เป็นเนื้อเดียวกันคือดีบุกสัมฤทธิ์เนื่องจากองค์ประกอบของเฟสของเหลวและของแข็งในระบบ Cu-Sn นั้นแตกต่างกันมากดังนั้นจึงเกิดการสร้างของเหลว dendritic ที่เข้มข้น
อันเป็นผลมาจากการหลอมให้เป็นเนื้อเดียวกันทำให้ความสม่ำเสมอของโครงสร้างและองค์ประกอบทางเคมีของแท่งโลหะเพิ่มขึ้น การหลอมให้เป็นเนื้อเดียวกันเป็นหนึ่งในเงื่อนไขในการได้รับผลิตภัณฑ์ขั้นสุดท้ายคุณภาพสูง
การหลอมด้วยการตกผลึกซ้ำเป็นหนึ่งในขั้นตอนทางเทคโนโลยีทั่วไปในการผลิตทองแดงและโลหะผสมกึ่งสำเร็จรูปโดยใช้พื้นฐานดังกล่าว
อุณหภูมิที่การตกผลึกของทองแดงเริ่มต้นขึ้นจะเพิ่มขึ้นอย่างมากโดย Zr, Cd, Sn, Sb, Cr ในขณะที่ Ni, Zn, Fe, Co มีผลอ่อน การเพิ่มขึ้นของอุณหภูมิของการเริ่มต้นของการตกผลึกซ้ำเมื่อมีองค์ประกอบหลายอย่างพร้อมกันนั้นไม่ใช่การเติมแต่ง แต่จะเกินการมีส่วนร่วมเล็กน้อยจากสิ่งเจือปนที่ออกฤทธิ์อย่างมีประสิทธิภาพสูงสุดเล็กน้อย ในบางกรณี เช่น เมื่อนำตะกั่วและซัลเฟอร์เข้าไปในทองแดง ผลรวมจะสูงกว่าผลเดี่ยวๆ ทองแดงที่ถูกกำจัดออกซิไดซ์ด้วยฟอสฟอรัส ตรงกันข้ามกับทองแดงที่มีออกซิเจน มีแนวโน้มที่จะมีการเจริญเติบโตของเกรนสูงในระหว่างการหลอม เกณฑ์การตกผลึกใหม่เมื่อมีฟอสฟอรัสจะเปลี่ยนไปสู่อุณหภูมิที่สูงขึ้น
ระดับการเปลี่ยนรูปวิกฤตสำหรับทองแดงที่ปราศจากออกซิเจนที่มีขนาดเกรนประมาณ 2*10v-2 ซม. หลังจากการหลอมที่ 800°C เป็นเวลา 6 ชั่วโมงคือประมาณ 1% สิ่งเจือปน เช่น เหล็ก จะเพิ่มระดับวิกฤตของการเสียรูป ซึ่งสำหรับทองเหลืองอยู่ที่ 5-12% (รูปที่ 44)
อุณหภูมิของการตกผลึกซ้ำของทองเหลืองยังได้รับอิทธิพลจากการประมวลผลก่อนหน้านี้ โดยหลักแล้วคือระดับของการเสียรูปเนื่องจากความเย็นและขนาดของเกรนที่เกิดขึ้นระหว่างการประมวลผลนี้ ตัวอย่างเช่น เวลาก่อนเริ่มการตกผลึกใหม่ของทองเหลือง L95 ที่อุณหภูมิ 440° C คือ 30 นาทีที่ระดับการเปลี่ยนรูปเย็น 30% และ 1 นาทีที่ระดับการเปลี่ยนรูป 80%
ขนาดของเกรนเริ่มต้นส่งผลต่อกระบวนการตกผลึกในทางตรงข้ามกับระดับการเสียรูปที่เพิ่มขึ้น ตัวอย่างเช่น ในโลหะผสม L95 ที่มีขนาดเกรนเริ่มต้นที่ 30 และ 15 μm การหลอมหลังจากการเสียรูป 50% ที่อุณหภูมิ 440°C จะทำให้เกิดการตกผลึกอีกครั้งหลังจาก 5 และ 1 นาที ตามลำดับ ในเวลาเดียวกัน ขนาดของเกรนเริ่มต้นจะไม่ส่งผลต่ออัตราการตกผลึกซ้ำ หากอุณหภูมิการอบอ่อนเกิน 140°C
ในรูป รูปที่ 45 แสดงข้อมูลเกี่ยวกับผลกระทบขององค์ประกอบของ α-ทองเหลืองต่ออุณหภูมิการหลอม (ระดับการเปลี่ยนรูป 45% เวลาการหลอม 30 นาที) ซึ่งช่วยให้แน่ใจว่าได้ขนาดเกรนที่กำหนด ภายใต้เงื่อนไขเดียวกันของการเสียรูปและการหลอม ด้วยปริมาณสังกะสีที่เพิ่มขึ้น ขนาดของเกรนจะลดลง ถึงค่าต่ำสุดแล้วจึงเพิ่มขึ้น ตัวอย่างเช่น หลังจากการอบอ่อนที่ 500°C เป็นเวลา 30 นาที ขนาดเกรนจะเป็น: ในทองแดง 0.025 มม.; ในทองเหลือง 15% Zn 0.015 มม. และในทองเหลือง 35% Zn 0.035 มม. รูปที่ 45 ยังแสดงให้เห็นว่าใน α-ทองเหลือง เกรนเริ่มเติบโตที่อุณหภูมิค่อนข้างต่ำและเติบโตจนถึงอุณหภูมิโซลิดัส ในสองเฟส (α+β)- และทองเหลืองพิเศษ ตามกฎแล้วการเติบโตของเกรนจะเกิดขึ้นที่อุณหภูมิเท่านั้น ที่หนึ่งเฟสβ ตัวอย่างเช่นสำหรับทองเหลือง L59 การเพิ่มขึ้นอย่างมีนัยสำคัญของเกรนเริ่มต้นเมื่อการหลอมที่อุณหภูมิสูงกว่า 750 ° C
อุณหภูมิการหลอมของทองเหลืองจะถูกเลือกไว้ประมาณ 250-350° C เหนืออุณหภูมิที่การตกผลึกเริ่มต้นขึ้น (ตารางที่ 16)
เมื่อโลหะผสมทองแดงที่มี Zn 32-39% ได้รับการอบอ่อนที่อุณหภูมิสูงกว่าการเปลี่ยนผ่าน α⇔α+β เฟส β จะถูกปล่อยออกมา ซึ่งทำให้เกรนมีการเจริญเติบโตไม่สม่ำเสมอ แนะนำให้อบโลหะผสมดังกล่าวที่อุณหภูมิไม่เกินเส้นสมดุล α⇔α+β ของระบบ Cu-Zn ในเรื่องนี้ทองเหลืองซึ่งมีองค์ประกอบอยู่ใกล้กับจุดละลายสูงสุดของสังกะสีในทองแดงควรอบอ่อนในเตาเผาที่มีการควบคุมอุณหภูมิที่มีความแม่นยำสูงและมีการกระจายตัวสม่ำเสมอสูงตลอดทั้งปริมาตรของทองแดง
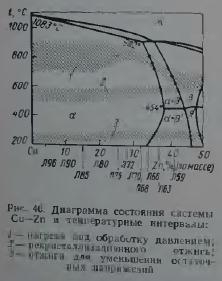
ในรูป เลข 46 แสดงโหมดการอบอ่อนที่เหมาะสมที่สุดสำหรับทองเหลืองธรรมดา โดยอิงตามผลลัพธ์ของคำแนะนำทางเทคโนโลยีทั่วไปที่สะสมมาจากการปฏิบัติทั้งในประเทศและทั่วโลก มีแนวโน้มว่าอุณหภูมิการอบอ่อนของทองเหลืองจะเพิ่มขึ้นตามปริมาณสังกะสีที่เพิ่มขึ้น
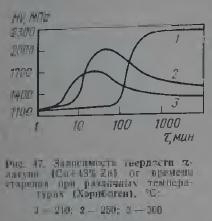
เมื่อเลือกโหมดการหลอมการตกผลึกซ้ำสำหรับทองเหลือง ควรคำนึงว่าโลหะผสมที่อยู่ใกล้กับขอบเขตเฟส α/α+β (รูปที่ 46) สามารถเสริมความแข็งแรงด้วยความร้อนได้เนื่องจากความสามารถในการละลายของสังกะสีในทองแดงที่แปรผันได้ การแข็งตัวของทองเหลืองที่มี Zn มากกว่า 34% ทำให้ทองเหลืองมีแนวโน้มที่จะเสื่อมสภาพได้ง่าย (รูปที่ 47) และความสามารถในการแข็งตัวในระหว่างอายุจะเพิ่มขึ้นเมื่อปริมาณสังกะสีเพิ่มขึ้นถึง 42% การชุบแข็งทองเหลืองด้วยความร้อนประเภทนี้ยังไม่พบการใช้งานจริง อย่างไรก็ตาม อัตราการเย็นตัวของทองเหลืองประเภท L63 หลังจากการอบอ่อนด้วยการตกผลึกอีกครั้งจะส่งผลต่อคุณสมบัติทางกลของทองเหลือง ควรคำนึงถึงความเป็นไปได้ของการสลายตัวของสารละลายอิ่มตัวยวดยิ่งใน α-ทองเหลืองที่มี Zn มากกว่า 34% และในทองเหลือง α+β เมื่อเลือกโหมดการหลอมเพื่อลดความเครียด การเปลี่ยนรูปเย็นอย่างรุนแรงสามารถเร่งการสลายตัวของสารละลาย α- และ β ที่อิ่มตัวยิ่งยวดได้เมื่อทำการหลอม
จากข้อมูลในวรรณกรรม อุณหภูมิที่การตกผลึกซ้ำของทองเหลือง L63 เริ่มต้นอยู่ในช่วง 250 ถึง 480° C โครงสร้างที่มีเม็ดละเอียดที่สุดในโลหะผสม L63 จะเกิดขึ้นหลังจากการหลอมที่อุณหภูมิ 300-400° C ยิ่งระดับของก่อนหน้านี้ยิ่งสูง การเสียรูปแบบเย็น ยิ่งขนาดของเกรนตกผลึกมีขนาดเล็กลงและมีความแข็งมากขึ้น (รูปที่ 48) ภายใต้สภาวะการอบอ่อนเดียวกัน
คุณภาพของวัสดุที่ผ่านการอบอ่อนนั้นไม่ได้ถูกกำหนดโดยคุณสมบัติทางกลเท่านั้น แต่ยังพิจารณาจากขนาดของเกรนที่ตกผลึกใหม่ด้วย ขนาดเกรนในโครงสร้างที่ตกผลึกใหม่อย่างสมบูรณ์นั้นค่อนข้างสม่ำเสมอ เมื่อตั้งค่าโหมดการหลอมการตกผลึกซ้ำไม่ถูกต้อง จะตรวจพบเกรนสองกลุ่มที่มีขนาดต่างกันอย่างชัดเจนในโครงสร้าง สิ่งที่เรียกว่าโครงสร้างสองชั้นนี้ไม่เป็นที่พึงปรารถนาอย่างยิ่งในระหว่างการวาดแบบลึก การดัด หรือการขัดเงา และการกัดกรดของผลิตภัณฑ์
เมื่อขนาดเกรนเพิ่มขึ้นจนถึงขีดจำกัด ความสามารถในการประทับตราของทองเหลืองจะดีขึ้น แต่คุณภาพพื้นผิวก็จะลดลง บนพื้นผิวของผลิตภัณฑ์ที่มีขนาดเกรนมากกว่า 40 ไมครอน จะสังเกตเห็นความหยาบที่เป็นลักษณะ "เปลือกส้ม"
ขั้นตอนของการวิวัฒนาการของโครงสร้างที่ผิดรูปนั้นขยายออกไปตามเวลาอย่างมาก ดังนั้นจึงดูเหมือนว่าจะเป็นไปได้ที่จะได้โครงสร้างที่ตกผลึกใหม่บางส่วนหรือทั้งหมดด้วยเกรนละเอียดโดยการเปลี่ยนแปลงเวลาในการหลอม ผลิตภัณฑ์กึ่งสำเร็จรูปที่มีโครงสร้างการตกผลึกที่ไม่สมบูรณ์และขนาดเกรนที่เล็กมากจะถูกประทับตราโดยไม่เกิด "เปลือกส้ม"
การหลอมบางส่วนระยะเวลาที่กำหนดโดยระดับของการเสียรูปเบื้องต้นจะดำเนินการในช่วง 250-400 ° C เพื่อรักษาระบอบการปกครองทางเทคโนโลยีที่แม่นยำการหลอมดังกล่าวควรดำเนินการในเตาหลอมที่มีอุณหภูมิในการทำงาน และเวลาในการถือครอง (ความเร็วในการเจาะ) จะถูกควบคุมอย่างเข้มงวด
การหลอมบางส่วนจะใช้เพื่อลดความเค้นตกค้างเป็นหลัก ซึ่งอาจนำไปสู่สิ่งที่เรียกว่า “การแตกร้าวตามฤดูกาล” การกัดกร่อนประเภทนี้ซึ่งมีอยู่ในทองเหลืองที่มี Zn มากกว่า 15% ประกอบด้วยการพัฒนาอย่างค่อยเป็นค่อยไปของรอยแตกระหว่างคริสตัลไลน์ภายใต้อิทธิพลของความเค้นพร้อมๆ กัน (ตกค้างและนำไปใช้) และรีเอเจนต์เคมีเฉพาะ (เช่น สารละลายและไอระเหยของแอมโมเนีย สารละลายของ เกลือปรอท, ซัลฟิวริกแอนไฮไดรด์เปียก, เอมีนต่างๆ เป็นต้น) เชื่อกันว่าความไวของทองเหลืองต่อการแตกร้าวตามฤดูกาลนั้นเกิดจากความเครียดที่ไม่เป็นเนื้อเดียวกันมากกว่าขนาดสัมบูรณ์
ประสิทธิภาพของการหลอมเพื่อลดความเค้นตกค้างได้รับการตรวจสอบโดยการทดสอบสารปรอท วิธีทดสอบตัวอย่างปรอทเป็นการประเมินเชิงคุณภาพของการมีอยู่ของความเค้นตกค้าง ขึ้นอยู่กับพฤติกรรมที่แตกต่างกันของวัสดุที่ได้รับความเค้นและไม่ได้รับความเค้นเมื่อสัมผัสกับปรอทไนเตรต ในระหว่างการทดสอบ รอยแตกตามยาวและตามขวางปรากฏบนวัสดุรับแรงเค้น ซึ่งมองเห็นได้ด้วยตาเปล่า ปรากฏในบริเวณที่เกิดแรงดึง ซึ่งอาจทำให้ผลิตภัณฑ์เสียหายระหว่างการใช้งานหรือระหว่างการเก็บรักษาอันเป็นผลมาจากการกัดกร่อนแตกร้าว
โหมดการหลอมทองเหลืองเพื่อลดความเค้นตกค้างแสดงไว้ในรูปที่ 1 46 และในตาราง 16.
ปารเชฟ 01-09-2005 02:01
“อุณหภูมิสามารถกำหนดได้ค่อนข้างแม่นยำโดยใช้แผ่นฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิวของส่วนที่ให้ความร้อน ที่อุณหภูมิ 400? C เปลวไฟสีเขียวจะปรากฏขึ้นเหนือ ฟอยล์
การแข็งตัวของชิ้นส่วนทองแดงที่ผ่านการอุ่นแล้วเกิดขึ้นจากการระบายความร้อนในอากาศอย่างช้าๆ สำหรับการหลอมส่วนที่ให้ความร้อนจะถูกทำให้เย็นลงในน้ำอย่างรวดเร็ว เมื่อหลอมทองแดงจะถูกทำให้ร้อนถึงความร้อนสีแดง (600? C) เมื่อแข็งตัว - สูงถึง 400? C กำหนดอุณหภูมิด้วยการใช้แผ่นฟอยล์ทองแดง
เพื่อให้ทองเหลืองนิ่ม โค้งงอได้ง่าย ปลอมแปลงและยืดได้ดี จึงนำไปอบอ่อนด้วยความร้อนถึง 500°C แล้วค่อยๆ เย็นลงในอากาศที่อุณหภูมิห้อง”
เป็นที่น่าสนใจว่าการหลอมทองแดงและทองเหลืองเกิดขึ้นในลักษณะตรงกันข้าม - ที่นั่นด้วยการระบายความร้อนอย่างรวดเร็วและการระบายความร้อนช้า
เมื่อทำการขึ้นรูปปลอกแขน แนะนำให้อบอ่อนหลังการทำงาน 2 ครั้ง
รีมัส 02-09-2005 01:49
หลังจากดำเนินการ 2 ครั้งอะไร?
ปารเชฟ 02-09-2005 02:11
การดำเนินการขึ้นรูปเคส ตัวอย่างเช่น การย้ำอีกครั้งให้เป็นขนาดอื่นทำได้โดยใช้การรีดผ่านแม่พิมพ์
เอบาซ 05-09-2005 08:12
ขออภัย แปล zaklinilo
ใครก็ได้ 06-09-2005 08:27
คาเปอร์คาลี 11-09-2005 15:13
ใช้อิฐโฟมแก๊ส เจาะรูสำหรับลำกล้องของคุณ หนึ่งในสามของผลิตภัณฑ์ลึก ใส่ชิ้นงานเข้าไปในรูจากล่างขึ้นบน แล้วใช้หัวเผาแก๊สหรือเครื่องเป่าผมเพื่อให้ความร้อนผลิตภัณฑ์จนกระทั่งเรืองแสงเบา ๆ แล้วปล่อย ผลิตภัณฑ์ลงในน้ำหรือทำให้เย็นจนถึงอุณหภูมิห้องในจิ๊ก (อิฐ)
ทีเอสวี 11-09-2005 22:29
จะเป็นอย่างไรถ้าคุณเพียงแค่ใส่คาร์ทริดจ์ลงในที่ยึดให้วางที่ยึดไว้ในอ่างน้ำซึ่งควรเทลงใต้ทางลาดและให้ความร้อนกับถังที่ยื่นออกมาด้วยเครื่องเขียน?
คาร์ทริดจ์เป็นแบบธรรมชาติที่ไม่มีไพรเมอร์เพื่อให้น้ำไหลเข้าไปด้านในได้
กลิ่นหอมจะถูกอบอ่อน และส่วนที่เหลือจะยังคงไม่ถูกแตะต้อง
และไม่จำเป็นต้องเจาะอิฐด้วย
มีดมาเชเต้ 12-09-2005 12:54
คู่รักจะเหมือนอยู่ในโรงอาบน้ำ
คาเปอร์คาลี 12-09-2005 13:18
พยายาม. บอกเรา.
ทีเอสวี 12-09-2005 20:34
ไม่มีอะไร. ไม่มีเตา ไม่สามารถทำความร้อนด้วยเครื่องเป่าผมได้
ฉันลองใช้กับเตาแก๊สธรรมดา ฉันห่อมันด้วยผ้าขี้ริ้วเปียกแล้วเข้ากองไฟ ดูเหมือนปกติ มีเพียงไฟเท่านั้นที่อ่อนแอ
ทีเอสวี 12-09-2005 23:34
คู่รักจะเหมือนอยู่ในโรงอาบน้ำ
ไม่ควรมีคู่เลย ทีนี้ ถ้าฉันอุ่นมันและลดระดับลง ใช่แล้ว ฉันจะได้ห้องอบไอน้ำ
แต่ในกรณีนี้ ทุกอย่างจะร้อนขึ้น ไม่ใช่แค่ถังเท่านั้น
มีดมาเชเต้ 13-09-2005 12:23
เมื่อคุณพูดว่า "ควร" ให้เคาะไม้ (คำพูดของชาวมายัน)
ทีเอสวี 13-09-2005 12:29
อ้างจาก: โพสต์ดั้งเดิมโดย Machete:
เมื่อคุณพูดว่า "ควร" ให้เคาะไม้ (คำพูดของชาวมายัน)
สมมติว่าสิ่งนี้ - มันไม่ได้เกิดขึ้นเมื่อฉันเก็บมันไว้บนแก๊สด้วยผ้าเปียก
หากคุณหลอมอย่างเหมาะสม คุณจะต้องให้ปลอกหมุนรอบแกน มิฉะนั้นด้านข้างจะร้อนขึ้น แต่ส่วนที่เหลือยังคงไม่ได้รับความร้อน มองเห็นได้จากร่องรอยความเสื่อมเสีย
มีดมาเชเต้ 13-09-2005 02:02
ฉันชอบเวอร์ชั่นของ Gennady Mikhailych มากกว่า แม้ว่าความสนใจของเราจะเป็นเพียงเรื่องการกินเท่านั้น - ในตอนนี้
ทีเอสวี 13-09-2005 21:10
คุณชอบเจาะรูด้วยอิฐหรือไม่?
ฉันไม่รู้ว่าอิฐนั้นคืออะไร แต่โลหะจำเป็นต้องทำให้เย็นลง ยกเว้นที่จุดให้ความร้อน
คาเปอร์คาลี 13-09-2005 21:56
Sergey เกี่ยวกับเทคโนโลยีเขียนถึงผู้ผลิตกระสุน
และอิฐก็ถูกตัดด้วยมีด
มีดมาเชเต้ 13-09-2005 22:05
คุณไม่สามารถระบายความร้อนด้วยน้ำในขณะที่ทำความร้อนถังในเวลาเดียวกัน - เป็นทองเหลืองการนำความร้อนไม่ดี
ทีเอสวี 13-09-2005 22:45
อ้างจาก: โพสต์ดั้งเดิมโดย Machete:
คุณไม่สามารถระบายความร้อนด้วยน้ำในขณะที่ทำความร้อนถังในเวลาเดียวกัน - เป็นทองเหลืองการนำความร้อนไม่ดี
ฉันไม่สามารถลองได้สักพัก (ฉันกำลังทำธุระ) แล้วฉันจะทดสอบทองเหลืองในน้ำ
แม้ว่าโลหะจะนำความร้อนได้ แต่ก็ไม่สามารถให้ความร้อนต่ำกว่าระดับน้ำได้ เราสนใจเฉพาะก้นอบอ่อนเท่านั้น
มีดมาเชเต้ 14-09-2005 01:13
อ้างจาก: โพสต์ดั้งเดิมโดย TSV:แม้ว่าโลหะจะนำความร้อนได้ แต่ก็ไม่สามารถให้ความร้อนต่ำกว่าระดับน้ำได้
ไม่ได้เมาจนหมด คุณหมายความว่าอย่างไร?
ทีเอสวี 14-09-2005 01:28
หากยัดปลอกเข้าไปในสิ่งที่มีรูพรุน จะระบายความร้อนได้ไม่ดี และการทำความร้อนถังจะทำให้ส่วนที่เหลือร้อนขึ้นในเวลาเดียวกัน แขนเสื้อควรอุ่นขึ้นจนถึงครึ่งทางแล้วเปลี่ยนเป็นสีดำหรืออุ่นขึ้นอีก
น้ำจะดึงความร้อนออกไป และส่วนที่อยู่ห่างจากน้ำจะอุ่นขึ้นมากขึ้น
ครั้งสุดท้ายที่ฉันห่อตลับคาร์ทริดจ์ด้วยผ้าขี้ริ้วแล้วทำให้เปียกเพื่อที่น้ำจะได้ระบายออก แล้วเขาก็เอามันไปเผาไฟ ผ้าขี้ริ้วเปียกป้องกันไม่ให้ตัวกล่องคาร์ทริดจ์ร้อนขึ้น ปากกระบอกปืนและความลาดชันอุ่นขึ้นแล้ว
ครั้งต่อไปฉันจะลองอุ่นกล่องคาร์ทริดจ์ที่ยื่นออกมาจากน้ำ ฉันจะเขียนเกี่ยวกับผลลัพธ์ ฉันไม่มีเตาแก๊สอยู่ในมือตอนนี้
มีดมาเชเต้ 14-09-2005 01:39
ดังนั้นน้ำไหลนี้จึงมีความจำเป็น คล้ายกับการระบายความร้อนของคอยล์ในแสงจันทร์ ไม่เช่นนั้นก็จะไม่มีคินาห์
ทีเอสวี 15-09-2005 20:22
จริงๆแล้วฉันตรวจสอบเวอร์ชั่นแล้ว
โดยพื้นฐานแล้วมันใช้งานได้ แต่พลังของหัวแร้งแก๊สนั้นไม่เพียงพอที่จะทำให้ร้อนขึ้น เนื่องจากน้ำจะพาความร้อนออกไป แต่ปลอกไม่หลอมใต้น้ำ ไม่มีเสียงฟู่หรือฟอง ไม่ใช่อุณหภูมิที่เหมาะสมในการอุ่นน้ำทั้งหมดทันที
ฉันลองมันโดยไม่ใช้น้ำเปล่า มันอุ่นขึ้นอย่างรวดเร็ว แต่เนื่องจากการถ่ายเทความร้อน แขนเสื้อครึ่งหนึ่งจึงมีเวลาในการอุ่นเครื่อง
หากมุมมองไม่รบกวนคุณว่าอยู่ใต้ทางลาดก็จะไม่มีน้ำ แต่คุณยังต้องเปิดมัน มิฉะนั้นด้านหนึ่งคราบจะไหม้และอีกด้านหนึ่งความร้อนจะอ่อนลง
ปารเชฟ 16-09-2005 17:05
2 ปาร์เชฟข้อมูลมาจากไหน? ลีลาการเขียนไม่เหมือนกับวรรณกรรมเชิงเทคนิค ใกล้เคียงกับงานแม่บ้านมากกว่า
คุณต้องการหมากฮอสหรือไป?
ใครก็ได้ 20-09-2005 08:27
อ้างจาก: โพสต์ดั้งเดิมโดย Parshev:คุณต้องการหมากฮอสหรือไป?
เอกสารทางเทคนิคอธิบายวิธีการดำเนินการในสภาพโรงงานหรือห้องปฏิบัติการ คุณมีหรือไม่
ใครก็ได้ 20-09-2005 08:54
อ้างจาก: โพสต์ดั้งเดิมโดย wood grouse:
ผู้ผลิตกระสุนแนะนำ:
ใช้อิฐโฟมแก๊ส เจาะรูสำหรับลำกล้องของคุณ หนึ่งในสามของผลิตภัณฑ์ลึก ใส่ชิ้นงานเข้าไปในรูจากล่างขึ้นบน แล้วใช้หัวเผาแก๊สหรือเครื่องเป่าผมเพื่อให้ความร้อนผลิตภัณฑ์จนกระทั่งเรืองแสงเบา ๆ แล้วปล่อย ผลิตภัณฑ์ลงในน้ำหรือทำให้เย็นจนถึงอุณหภูมิห้องในจิ๊ก (อิฐ)
2 คาเปอร์คาลี
คุณหมายถึงอิฐสำหรับอาคารทั่วไปหรืออะไรพิเศษเช่นไฟเคลย์?
คาเปอร์คาลี 20-09-2005 10:12
ใช่ครับ เขาขายตามงานก่อสร้างทุกงาน
อิฐโฟมแก๊สซื้อบล็อกและเลื่อยอิฐที่ฉันต้องการให้ตัวเอง
ฉันใช้คบเพลิงแก๊สในการหลอม
พวกเขายังขายมันโดยเติมจากกระป๋องไฟแช็ก
เรย์ 27-09-2005 15:20
อ้างจาก: โพสต์ดั้งเดิมโดย Anyman:ในด้านหนึ่งคุณพูดถูก แต่เมื่อนึกถึงช่วงเวลาของการฝึกอบรมว่าการอบชุบด้วยความร้อนไม่ใช่สิ่งที่ง่ายที่สุด ฉันจะปรึกษากับนักบำบัดความร้อนหรือดูในหนังสืออ้างอิงที่เหมาะสมอย่างแน่นอน ท้ายที่สุดแล้วถ้าทองแดงทุกอย่างอาจไม่คลุมเครือไม่มากก็น้อยทองเหลืองก็อาจมีองค์ประกอบทางเคมีที่แตกต่างกันมากและตามความเหมาะสมสำหรับการบำบัดความร้อน
ตัวอย่างเช่น อุณหภูมิการหลอมของทองเหลือง:ทองเหลือง L96: 540 - 600 องศา;
ทองเหลือง L90 - L62: 600 - 700 องศา;เนื่องจากผู้คนมารวมตัวกันที่นี่เพื่อนับผงทุกเม็ด ดังนั้นทุกอย่างจึงต้องแม่นยำ
-----------
ใช่... พวกเขานำปลอกกระสุนมาให้ฉันมากมายเพื่อการวิเคราะห์ - มี L63 มากขึ้นเรื่อยๆ...
L96 และ L90 - แม้จะเป็นสี - ทองแดง... ดูเหมือนว่า L63 และ L65 จะถูกใช้สำหรับตลับหมึกมากขึ้นเรื่อยๆ...
ใครก็ได้ 27-09-2005 20:00
ดังนั้นใน L96 จึงมีทองแดง 95-97% ซึ่งเป็นเหตุผลว่าทำไมสีจึงเป็นทองแดง ใน L63 62-65%
tov_Mauser 14-10-2005 11:04
ส่วนประกอบ: ตลับกระสุนปืนลูกโม่ Naganov
อุปกรณ์: คีม, เศษผ้า, เตาแก๊สบนเตา
เราทำให้ผ้าเปียกแล้วบิดออก พันที่จับของคีม หยิบปลอกด้วยคีมแล้วให้ความร้อนในเปลวไฟที่มุม 45 (โดยเฉพาะอย่างยิ่งในช่วงพลบค่ำ - เพื่อให้มองเห็นแสงของโลหะ) ให้อุ่นคอจนเป็นสีแดงหม่นแล้วจึงวางปลอกพักไว้ให้เย็น เมื่อถูกความร้อน คีมขนาดใหญ่จะดึงความร้อนออกจากฐานของปลอก ซึ่งมองเห็นได้ชัดเจนจากการที่โลหะอุ่นขึ้น
ผลลัพธ์คือคาร์ทริดจ์คุณภาพสูงที่ไม่แตกร้าวระหว่างการบรรจุซ้ำและการกลิ้ง/วูบวาบของปืน
การบำบัดความร้อนของทองแดงและทองเหลือง
ทองแดง.
ทองแดงใช้ในการผลิตแผ่น แถบ และสายไฟโดยใช้วิธีการเปลี่ยนรูปเย็น ในระหว่างการเสียรูปจะสูญเสียความเป็นพลาสติกและเพิ่มความยืดหยุ่น การสูญเสียความเหนียวทำให้การเผา การเจาะ และการวาดทำได้ยาก และในบางกรณีก็ทำให้การประมวลผลโลหะเพิ่มเติมเป็นไปไม่ได้
ในการกำจัดการแข็งตัวหรือการชุบแข็งและคืนคุณสมบัติพลาสติกของทองแดง การหลอมด้วยการตกผลึกซ้ำจะดำเนินการตามระบบการปกครองต่อไปนี้: ให้ความร้อนที่อุณหภูมิ 450-500 ° C ที่ความเร็ว 200-220 ° C/ชม. ระยะเวลาในการถือครองขึ้นอยู่กับ การกำหนดค่าและน้ำหนักของผลิตภัณฑ์ตั้งแต่ 0.5 ถึง 1 .5 ชั่วโมง ระบายความร้อนในอากาศนิ่ง โครงสร้างของโลหะหลังจากการหลอมประกอบด้วยผลึกที่เท่ากันความแข็งแรงσв = 190 MPa การยืดตัวสัมพัทธ์δ = 22%
ทองเหลือง.
โลหะผสมของทองแดงและสังกะสีเรียกว่าทองเหลือง มีทองเหลืองสององค์ประกอบ (ธรรมดา) ประกอบด้วยทองแดง สังกะสี และสิ่งสกปรกบางส่วนเท่านั้น และทองเหลืองที่มีหลายองค์ประกอบ (พิเศษ) ซึ่งมีการนำองค์ประกอบโลหะผสมตั้งแต่หนึ่งองค์ประกอบขึ้นไป (ตะกั่ว ซิลิคอน ดีบุก) เข้าไปเพื่อให้โลหะผสมมีความแน่นอน คุณสมบัติ.
ทองเหลืองสององค์ประกอบแบ่งออกเป็นทองเหลืองดัดและทองเหลืองหล่อทั้งนี้ขึ้นอยู่กับวิธีการประมวลผล
ทองเหลืองสององค์ประกอบที่เปลี่ยนรูปได้ (L96, L90, L80, L63 ฯลฯ ) มีความเหนียวสูงและสามารถแปรรูปได้ง่ายด้วยแรงดัน ใช้สำหรับการผลิตแผ่น, เทป, แถบ, ท่อ, ลวดและแท่งของโปรไฟล์ต่างๆ
โรงหล่อทองเหลืองใช้สำหรับการหล่อชิ้นส่วนที่มีรูปร่าง ในกระบวนการทำงานเย็น ทองเหลืองสององค์ประกอบ เช่น ทองแดง ได้รับการชุบแข็ง ซึ่งเป็นผลมาจากความแข็งแรงที่เพิ่มขึ้นและความเหนียวลดลง ดังนั้นทองเหลืองดังกล่าวจึงต้องผ่านการบำบัดความร้อน - การหลอมตกผลึกซ้ำตามระบอบการปกครอง: ให้ความร้อนถึง 450-650 ° C ในอัตรา 180-200 ° C / ชม. ค้างไว้ 1.5-2.0 ชั่วโมงและระบายความร้อนในอากาศนิ่ง ความแข็งแรงของทองเหลืองหลังจากการหลอม σ Β = 240-320 MPa การยืดตัวสัมพัทธ์ δ = 49-52%
ผลิตภัณฑ์ทองเหลืองที่มีความเค้นภายในสูงในโลหะจะเสี่ยงต่อการแตกร้าวได้ เมื่อเก็บไว้ในอากาศเป็นเวลานานจะเกิดรอยแตกตามยาวและตามขวาง เพื่อหลีกเลี่ยงปัญหานี้ ผลิตภัณฑ์จะต้องผ่านการอบอ่อนที่อุณหภูมิต่ำที่ 250-300°C ก่อนเก็บรักษาในระยะยาว
มีจำหน่ายใน หลายองค์ประกอบ(พิเศษ)ลาทูเนียห์ ธาตุผสม (แมงกานีส ดีบุก นิกเกิล ตะกั่ว และซิลิคอน) ช่วยเพิ่มความแข็งแรง ความแข็ง และความต้านทานการกัดกร่อนสูงในสภาพบรรยากาศและน้ำทะเล ทองเหลืองที่ผสมกับดีบุกมีความคงตัวสูงสุดในน้ำทะเล เช่น LO70-1, LA77-2 และ LAN59-3-2 เรียกว่าทองเหลืองมารีน ส่วนใหญ่จะใช้สำหรับการผลิตชิ้นส่วนสำหรับเรือเดินทะเล
ตามวิธีการประมวลผล ทองเหลืองชนิดพิเศษจะถูกแบ่งออกเป็นทองเหลืองดัดและทองเหลืองหล่อ ทองเหลืองที่เปลี่ยนรูปได้ใช้ในการผลิตผลิตภัณฑ์กึ่งสำเร็จรูป (แผ่น ท่อ เทป) สปริง ชิ้นส่วนนาฬิกาและเครื่องมือ ทองเหลืองหลายส่วนประกอบของโรงหล่อใช้สำหรับการผลิตผลิตภัณฑ์กึ่งสำเร็จรูปและชิ้นส่วนที่มีรูปร่างโดยการหล่อ (ใบพัด ใบมีด ข้อต่อ ฯลฯ) คุณสมบัติทางกลที่ต้องการของทองเหลืองชนิดพิเศษนั้นได้รับการรับรองโดยการบำบัดความร้อนซึ่งมีโหมดแสดงอยู่ในตาราง เพื่อให้ได้เม็ดละเอียด ก่อนที่จะวาดแบบลึก ทองเหลืองที่เปลี่ยนรูปได้สำหรับแผ่น แถบ และแถบจะต้องผ่านการอบอ่อนที่อุณหภูมิ 450-500 ° C
โหมดการรักษาความร้อนสำหรับทองเหลืองชนิดพิเศษ *
|
เกรดโลหะผสม |
วัตถุประสงค์ของการประมวลผล |
ประเภทของการประมวลผล |
อุณหภูมิเครื่องทำความร้อน°C |
ระยะเวลา, ชม |
|
ทองเหลืองที่เปลี่ยนรูปได้ |
||||
|
การถอดการชุบแข็งด้วยความเย็น |
การตกผลึกซ้ำ การหลอม |
|||
|
คลายเครียด |
การหลอมต่ำ |
|||
|
โรงหล่อทองเหลือง |
||||
|
คลายเครียด |
การตกผลึกซ้ำ การหลอมร้อน |
|||
* ความเย็นปานกลาง-ลม
การชุบแข็งด้วยความร้อนของบรอนซ์
บรอนซ์คือโลหะผสมของทองแดงที่ประกอบไปด้วยดีบุก ตะกั่ว ซิลิคอน อลูมิเนียม เบริลเลียม และองค์ประกอบอื่นๆ ตามองค์ประกอบโลหะผสมหลัก บรอนซ์จะถูกแบ่งออกเป็นดีบุกและปราศจากดีบุก (พิเศษ) และตามคุณสมบัติทางกล - เป็นการขึ้นรูปและการหล่อ
เปลี่ยนรูปได้ ดีบุก สีบรอนซ์ เกรด Br.OF8-0.3, Br.OTs4-3, Br.OTsS4-4-2.5 ผลิตในรูปแบบแท่ง แถบ และลวดสปริง โครงสร้างของสัมฤทธิ์เหล่านี้ประกอบด้วยสารละลาย α-solid ประเภทหลักของการอบชุบด้วยความร้อนของสัมฤทธิ์คือการหลอมสูงตามระบอบการปกครอง: ให้ความร้อนถึง 600-650 ° C โดยคงไว้ที่อุณหภูมินี้เป็นเวลา 1-2 ชั่วโมงและเย็นลงอย่างรวดเร็ว ความแข็งแรงหลังจากการหลอม σ c - 350-450 MPa, การยืดตัวสัมพัทธ์ b = 18-22%, ความแข็ง HB 70-90
โรงหล่อ ดีบุก สีบรอนซ์ แบรนด์ Br.OTs5-5-5, Br.OSNZ-7-5-1, Br.OTsSZ,5-7-5 ใช้สำหรับการผลิตชิ้นส่วนต้านการเสียดสี (บูช, แบริ่ง, ไลเนอร์ ฯลฯ ) บรอนซ์ดีบุกหล่อจะถูกอบที่อุณหภูมิ 540-550°C เป็นเวลา 60-90 นาที
ไม่มีดีบุก สีบรอนซ์ Br.5, Br.7, Br.AMts9-2, Br.KN1-3 และยี่ห้ออื่นๆ มีความแข็งแรงสูง มีคุณสมบัติต้านการกัดกร่อนและแรงเสียดทานได้ดี เฟือง บุชชิ่ง เมมเบรน และชิ้นส่วนอื่นๆ ทำจากสัมฤทธิ์เหล่านี้ เพื่ออำนวยความสะดวกในการบำบัดด้วยแรงดัน บรอนซ์จะถูกทำให้เป็นเนื้อเดียวกันที่อุณหภูมิ 700-750° C ตามด้วยการทำความเย็นอย่างรวดเร็ว การหล่อที่มีความเค้นภายในจะถูกอบอ่อนที่อุณหภูมิ 550° C โดยมีระยะเวลาคงตัวอยู่ที่ 90-120 นาที
ส่วนใหญ่มักใช้ในอุตสาหกรรม สองเท่า - อลูมิเนียม สีบรอนซ์ เกรด Br.A5, Br.A7 และทองแดง ผสมกับนิกเกิล แมงกานีส เหล็ก และองค์ประกอบอื่นๆ เช่น Br.AZHN10-4-4 ทองสัมฤทธิ์เหล่านี้ใช้สำหรับบุชชิ่ง หน้าแปลน เบาะนั่ง เกียร์ และชิ้นส่วนขนาดเล็กอื่นๆ ที่ต้องรับน้ำหนักมาก
อลูมิเนียมบรอนซ์สองชั้นจะต้องผ่านการชุบแข็งและการอบคืนตัวตามหลักเกณฑ์ต่อไปนี้: การให้ความร้อนเพื่อดับที่อุณหภูมิ 880–900° C ในอัตรา 180–200° C/ชม. โดยคงไว้ที่อุณหภูมินี้เป็นเวลา 1.5–2 ชั่วโมง การทำให้เย็นลงในน้ำ อบที่อุณหภูมิ 400-450°C เป็นเวลา 90-120 นาที โครงสร้างของโลหะผสมหลังการชุบแข็งประกอบด้วยมาร์เทนไซต์ หลังจากแบ่งเบาบรรเทาแล้วจะประกอบด้วยส่วนผสมเชิงกลบาง ๆ ความแข็งแรงของทองแดง σв = 550MPa, δ = 5%, ความแข็ง HB 380–400
เบริลเลียม สีบรอนซ์ Br.B2 เป็นโลหะผสมของทองแดงและเบริลเลียม คุณสมบัติเฉพาะตัว - ความแข็งแรงและความยืดหยุ่นสูงพร้อมทั้งทนต่อสารเคมี ไม่เป็นแม่เหล็ก และความสามารถในการชุบแข็งด้วยความร้อน ทั้งหมดนี้ทำให้เบริลเลียมบรอนซ์เป็นวัสดุที่ขาดไม่ได้สำหรับการผลิตสปริงของนาฬิกาและเครื่องมือ เมมเบรน หน้าสัมผัสที่สปริงตัว และชิ้นส่วนอื่นๆ คุณสมบัติความแข็งและไม่เป็นแม่เหล็กสูงทำให้สามารถใช้ทองแดงเป็นเครื่องมือกระแทกได้ (ค้อน สิ่ว) ที่ไม่ทำให้เกิดประกายไฟเมื่อกระแทกหินและโลหะ เครื่องมือนี้ใช้เมื่อทำงานในสภาพแวดล้อมที่ระเบิดได้ บรอนซ์ Br.B2 ชุบแข็งที่ 800–820° C โดยทำให้เย็นลงในน้ำ จากนั้นนำไปบ่มที่อุณหภูมิ 300–350° C ในกรณีนี้ ความแข็งแรงของโลหะผสม σ Β = 1300 MPa ความแข็ง HRC37–40
การชุบแข็งด้วยความร้อนของโลหะผสมอลูมิเนียม
เปลี่ยนรูปได้ อลูมิเนียม โลหะผสม แบ่งออกเป็นประเภทที่ไม่สามารถเสริมกำลังด้วยการบำบัดความร้อนและประเภทที่สามารถเสริมกำลังได้ ถึง อลูมิเนียมอัลลอยด์ที่ไม่แข็งตัวรวมถึงโลหะผสมของแบรนด์ AMts2, AMg2, AMgZ ซึ่งมีความแข็งแรงต่ำและความเหนียวสูง ใช้สำหรับผลิตภัณฑ์ที่ได้จากการดึงลึกและเสริมความแข็งแกร่งด้วยการบำบัดด้วยแรงดันเย็น (การรีดเย็น)
โลหะผสมที่พบมากที่สุดคือ ชุบแข็งได้ การรักษาความร้อน ซึ่งรวมถึงเกรดดูราลูมิน D1, D16, D3P ซึ่งประกอบด้วยอะลูมิเนียม ทองแดง แมกนีเซียม และแมงกานีส ประเภทหลักของการชุบแข็งด้วยความร้อนของดูราลูมินคือการชุบแข็งและการเสื่อมสภาพ การชุบแข็งจะดำเนินการที่อุณหภูมิ 505-515° C จากนั้นจึงทำให้เย็นลงด้วยน้ำเย็น การแก่ชรานั้นใช้ทั้งจากธรรมชาติและของเทียม ด้วยการแก่ตามธรรมชาติ โลหะผสมจะมีอายุ 4-5 วัน โดยมีความชราเทียม - 0.8-2.0 ชั่วโมง อุณหภูมิการชราภาพ - ไม่ต่ำกว่า 100-150°C; ความแรงหลังการประมวลผล σ Β = 490 MPa, 6 = 14% โลหะผสม D1 และ D16 ใช้สำหรับการผลิตชิ้นส่วนและส่วนประกอบของโครงสร้างอาคารตลอดจนผลิตภัณฑ์สำหรับเครื่องบิน
Avial (AV, AVT, AVT1) เป็นโลหะผสมที่เปลี่ยนรูปได้ซึ่งมีความเหนียว ความสามารถในการเชื่อม และความต้านทานการกัดกร่อนสูงกว่าดูราลูมิน ผ่านการชุบแข็งในน้ำที่ 515-525 ° C และอายุ: โลหะผสม AB และ AVT - ธรรมชาติ, โลหะผสม AVT1 - ประดิษฐ์ที่ 160 ° C โดยเปิดรับแสงเป็นเวลา 12-18 ชั่วโมง การบินใช้สำหรับการผลิตแผ่นท่อโรเตอร์เฮลิคอปเตอร์ ใบมีด ฯลฯ
อลูมิเนียมอัลลอยด์ที่มีความแข็งแรงสูง (σ ใน = 550-700 MPa) อลูมิเนียมอัลลอยด์ B95 และ B96 มีความเหนียวน้อยกว่าดูราลูมิน การบำบัดความร้อนของโลหะผสมเหล่านี้ประกอบด้วยการชุบแข็งที่ 465-475°C ด้วยการทำให้เย็นลงในน้ำเย็นหรือน้ำร้อน และการบ่มที่อุณหภูมิ 135-145°C เป็นเวลา 14-16 ชั่วโมง โลหะผสมถูกใช้ในการก่อสร้างเครื่องบินสำหรับโครงสร้างที่รับน้ำหนักซึ่งทำงานเป็นเวลา เป็นเวลานานที่อุณหภูมิ 100-200° C
อลูมิเนียมฟอร์จเกรด AK1, AK6, AK8 จะต้องผ่านการชุบแข็งที่ 500-575 ° C โดยระบายความร้อนในน้ำไหลและอายุเทียมที่ 150-165 ° C โดยสัมผัสเป็นเวลา 6-15 ชั่วโมง ความแข็งแรงของโลหะผสม σ Β = 380-460 MPa, การยืดตัวสัมพัทธ์ δ = 7-10%
โรงหล่อ อลูมิเนียม โลหะผสม เรียกว่าซิลูมินามิ โลหะผสมที่สามารถชุบแข็งด้วยความร้อนได้มากที่สุดคือเกรด AL4, AL6 และ AL20 การหล่อจากโลหะผสม AL4 และ AL6 จะถูกชุบแข็งที่ 535-545 ° C โดยทำให้เย็นลงในน้ำร้อน (60-80 ° C) และอยู่ภายใต้การบ่มที่อุณหภูมิ 175 ° C สำหรับ 2- 3 ชั่วโมง; หลังการให้ความร้อน σ = 260 MPa, δ = 4-6%, ความแข็ง HB 75-80 เพื่อบรรเทาความเครียดภายใน การหล่อจากโลหะผสมเหล่านี้จะถูกอบอ่อนที่อุณหภูมิ 300°C เป็นเวลา 5-10 ชั่วโมงโดยมีอากาศเย็นลง โลหะผสมทนความร้อนเกรด AL 11 และ AL20 ที่ใช้ในการผลิตลูกสูบ หัวสูบ เตาหม้อไอน้ำที่ทำงานที่อุณหภูมิ 200-300 ° C จะต้องผ่านการชุบแข็ง (ความร้อนถึง 535-545 ° C โดยคงไว้ที่อุณหภูมินี้เป็นเวลา 3 -6 ชั่วโมงและระบายความร้อนในน้ำไหล) รวมทั้งคงอุณหภูมิที่ 175-180 ° C เป็นเวลา 5-10 ชั่วโมง หลังการบำบัดความร้อน σ =300-350 MPa, δ=3-5%
การบำบัดความร้อนของโลหะผสมแมกนีเซียมและไทเทเนียม
โลหะผสมแมกนีเซียม
องค์ประกอบหลักในโลหะผสมแมกนีเซียม (ยกเว้นแมกนีเซียม) ได้แก่ อลูมิเนียม สังกะสี แมงกานีส และเซอร์โคเนียม โลหะผสมแมกนีเซียมแบ่งออกเป็นโลหะผสมดัดและโลหะผสมหล่อ
เปลี่ยนรูปได้ แมกนีเซียม โลหะผสม เกรด MA1, MA8, MA14 จะต้องผ่านการชุบแข็งด้วยความร้อนตามกฎเกณฑ์ต่อไปนี้: การให้ความร้อนสำหรับการชุบแข็งที่ 410–415° C, ค้างไว้ 15–18 ชั่วโมง, ระบายความร้อนในอากาศ และอายุเทียมที่ 175° C เป็นเวลา 15–16 ชั่วโมง; หลังจากการอบชุบด้วยความร้อน σ Β = 320~430 MPa, δ = 6-14% โลหะผสม MA2, MAZ และ MA5 ไม่ผ่านการบำบัดความร้อน ใช้สำหรับการผลิตแผ่น แผ่น โปรไฟล์ และการตีขึ้นรูป
องค์ประกอบทางเคมี โรงหล่อ แมกนีเซียม โลหะผสม (ML4, ML5, ML12 ฯลฯ) ใกล้เคียงกับองค์ประกอบของโลหะผสมดัดขึ้นรูป แต่ความเหนียวและความแข็งแรงของโลหะผสมหล่อนั้นต่ำกว่ามาก นี่เป็นเพราะโครงสร้างการหล่อที่หยาบของโลหะผสม การอบชุบด้วยความร้อนตามด้วยการแก่ชราจะส่งเสริมการละลายของเฟสส่วนเกินที่กระจุกตัวตามแนวขอบเขตของเกรน และเพิ่มความเหนียวและความแข็งแรงของโลหะผสม
คุณลักษณะของแมกนีเซียมอัลลอยด์คือกระบวนการแพร่มีอัตราต่ำ (การเปลี่ยนแปลงเฟสเกิดขึ้นช้า) ซึ่งต้องใช้เวลาแช่นานในการแข็งตัวและการเสื่อมสภาพ ด้วยเหตุนี้ การชุบแข็งโลหะผสมจึงทำได้เฉพาะในอากาศเท่านั้น การบ่มโลหะผสมแมกนีเซียมหล่อจะดำเนินการที่อุณหภูมิ 200-300° C; สำหรับการชุบแข็งจะถูกให้ความร้อนถึง 380-420 ° C; หลังจากการชุบแข็งและการเสื่อมสภาพ σ in = 250-270 MPa
โลหะผสมแมกนีเซียมสามารถใช้เป็นวัสดุทนความร้อนได้ โดยสามารถทำงานได้ที่อุณหภูมิสูงถึง 400° C โลหะผสมแมกนีเซียมจึงถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมการบิน จรวด ยานยนต์ และไฟฟ้า เนื่องจากมีความแข็งแรงจำเพาะสูง ข้อเสียใหญ่ของโลหะผสมแมกนีเซียมคือความต้านทานการกัดกร่อนต่ำในบรรยากาศชื้น
โลหะผสมไทเทเนียม
ไทเทเนียมเป็นหนึ่งในวัสดุโครงสร้างสมัยใหม่ที่สำคัญที่สุด มีความแข็งแรงสูง มีจุดหลอมเหลวสูง (1,665° C) ความหนาแน่นต่ำ (4,500 กก./ลบ.ม.) และต้านทานการกัดกร่อนสูงแม้ในน้ำทะเล โลหะผสมที่มีความแข็งแรงสูงขึ้นอยู่กับไทเทเนียมซึ่งใช้กันอย่างแพร่หลายในการบินและจรวด วิศวกรรมพลังงาน การต่อเรือ อุตสาหกรรมเคมี และอุตสาหกรรมอื่นๆ สารเติมแต่งหลักในโลหะผสมไททาเนียม ได้แก่ อลูมิเนียม โมลิบดีนัม วาเนเดียม แมงกานีส โครเมียม ดีบุก และเหล็ก
โลหะผสมไทเทเนียมเกรด VT5, VT6-S, VT9 และ VT16 ผ่านการอบอ่อน การชุบแข็ง และการเสื่อมสภาพ ผลิตภัณฑ์กึ่งสำเร็จรูป (แท่ง การตีขึ้นรูป ท่อ) จากโลหะผสมที่ผสมกับดีบุกเพิ่มเติม (VT5-1) ผ่านการอบอ่อนด้วยการตกผลึกซ้ำที่อุณหภูมิ 700-800° C เพื่อขจัดการแข็งตัว แผ่นโลหะผสมไทเทเนียมจะถูกอบอ่อนที่ 600-650° C ระยะเวลาของการหลอมสำหรับการตีขึ้นรูป แท่งและท่อคือ 25-30 นาที สำหรับแผ่น - 50-70 นาที
ชิ้นส่วนที่รับน้ำหนักสูงซึ่งทำจากโลหะผสม VT14 ซึ่งทำงานที่อุณหภูมิ 400°C จะถูกชุบแข็งด้วยการบ่มตามมาตามหลักเกณฑ์ต่อไปนี้: อุณหภูมิการชุบแข็ง 820-840°C การทำให้เย็นลงในน้ำ การบ่มที่ 480-500°C เป็นเวลา 12- 16 ชั่วโมง; หลังจากการชุบแข็งและการเสื่อมสภาพ: σ in = 1150-1400 MPa, 6 = 6-10%, ความแข็ง HRC56-60