Si të kalitni bronzin në shtëpi. Pjekja, forcimi dhe trajtimi termik i bronzit. Pjekja për të lehtësuar stresin e brendshëm
Jeni të interesuar për pjekjen, forcimin dhe trajtim termik tunxh? Furnizuesi Evek GmbH ofron për të blerë bronz në çmim të përballueshëm V gamë të gjerë. Ne do të sigurojmë dërgimin e produkteve në çdo pikë të kontinentit. Çmimi është optimal.
Zgjedhja e teknologjisë
Llojet e trajtimit termik të bronzit përcaktohen nga përqindja e zinkut në aliazh, si dhe nga lloji i diagramit fazor, cilit lloj bronzi i përket aliazhi - njëfazor ose dyfazor. Furnizuesi Evek GmbH ofron për të blerë produkte bronzi të mbështjellë të prodhimit vendas dhe të huaj me një çmim të përballueshëm në një gamë të gjerë. Ne do të sigurojmë dërgimin e produkteve në çdo pikë të kontinentit. Çmimi është optimal.
Trajtimi termik i tunxhit njëfazor (të thjeshtë).
Për varietete të tilla, përdoret rikristalizimi ose pjekja konvencionale. Qëllimi është të lehtësohen streset e brendshme që mund të shfaqen gjatë deformimit plastik të materialit. Mënyra e pjekjes varet nga përqendrimi i zinkut në aliazh: me një rritje të këtij parametri, temperatura e kërkuar e trajtimit të nxehtësisë zvogëlohet, por jo më shumë se 300 °C. Efikasiteti i pjekjes varet nga madhësia përfundimtare e kokrrës në mikrostrukturë. Ato janë instaluar sipas leximeve të një mikroskopi metal-instrumental, ose sipas strukturave referuese, të dhëna në GOST 5362.
Atmosferë e pjekjes
Nuk rekomandohet kryerja e trajtimit termik në një atmosferë normale që përmban sasi të konsiderueshme oksigjeni. Kjo çon në një ulje të pabarabartë të madhësisë së kokrrizave dhe njolla oksidi janë qartë të dukshme në sipërfaqen e aliazhit, të cilat duhet të hiqen duke e gdhendur aliazhin në një tretësirë të acidit ortofosforik ose dikromat kaliumi. Më shumë metodë efektive trajtimi termik është pjekja me vakum, ose përdorimi i një atmosfere mbrojtëse gazet inerte. Në të njëjtën kohë, djegia e zinkut zvogëlohet.
Trajtimi termik i tunxhit dyfazor
Tunxhet shumëfazorë fitohen duke shtuar elementë aliazh përveç zinkut - hekurit, aluminit, plumbit, etj. Çdo lloj tunxhi ka temperaturën e vet të rikristalizimit të pjekjes. Mënyrat më të përdorura janë:
Blej. Furnizuesi, çmimi
Jeni të interesuar për pjekjen, forcimin dhe trajtimin termik të bronzit? Furnizuesi Evek GmbH ofron të blejë bronz me çmimin e prodhuesit. Ne do të sigurojmë dërgimin e produkteve në çdo pikë të kontinentit. Çmimi është optimal. Ju ftojmë për bashkëpunim partner.
Pjekja e pjesëve të çelikut
Për të lehtësuar përpunimin mekanik ose plastik të një pjese çeliku, ngurtësia e saj zvogëlohet me pjekjen. E ashtuquajtura pjekja e plotë konsiston në faktin se pjesa ose pjesa e punës nxehet në një temperaturë prej 900 ° C, ruhet në këtë temperaturë për ca kohë të nevojshme për ta ngrohur atë në të gjithë vëllimin e saj, dhe më pas ngadalë (zakonisht së bashku me furrën ) ftohet në temperaturën e dhomës.
Sforcimet e brendshme që lindin në pjesën gjatë përpunimit hiqen me pjekje në temperaturë të ulët, në të cilën pjesa nxehet në një temperaturë prej 500-600°C dhe më pas ftohet së bashku me furrën. Për të lehtësuar streset e brendshme dhe për të zvogëluar pak ngurtësinë e çelikut, përdoret pjekja jo e plotë - ngrohja në 750-760 ° C dhe ftohja pasuese e ngadaltë (gjithashtu së bashku me furrën).
Pjekja përdoret gjithashtu kur ngurtësimi është i pasuksesshëm ose kur është e nevojshme të mbinxehet një mjet për përpunimin e një metali tjetër (për shembull, nëse një shpues bakri duhet të mbinxehet për të shpuar gize). Gjatë pjekjes, pjesa nxehet në një temperaturë pak nën temperaturën e kërkuar për ngurtësim, dhe pastaj ftohet gradualisht në ajër. Si rezultat, pjesa e ngurtësuar përsëri bëhet e butë dhe e përshtatshme për përpunimin.
Bakri gjithashtu i nënshtrohet trajtimit të nxehtësisë. Në këtë rast, bakri mund të bëhet ose më i butë ose më i fortë. Megjithatë, ndryshe nga çeliku, bakri ngurtësohet nga ftohja e ngadaltë në ajër, dhe bakri bëhet i butë nga ftohja e shpejtë në ujë. Nëse një tel ose tub bakri nxehet në të kuqe të nxehtë (600°C) mbi zjarr dhe më pas zhytet shpejt në ujë, bakri do të bëhet shumë i butë. Pas dhënies formën e dëshiruar produkti mund të nxehet përsëri në zjarr në 400 ° C dhe të lihet të ftohet në ajër. Teli ose tubi më pas do të bëhet i fortë. Nëse është e nevojshme të përkulni tubin, ai mbushet fort me rërë për të shmangur rrafshimin dhe plasaritjen.
Pjekja e bronzit rrit duktilitetin e tij. Pas pjekjes, bronzi bëhet i butë, lehtë përkulet, troket dhe shtrihet mirë. Për pjekje, nxehet në 600 ° C dhe lihet të ftohet në ajër në temperaturën e dhomës.
Pjekja dhe forcimi i duraluminit
Pjekja e duraluminit kryhet për të zvogëluar ngurtësinë e tij. Pjesa ose pjesa e punës nxehet afërsisht në 360°C, si gjatë ngurtësimit, mbahet për ca kohë dhe më pas ftohet në ajër. Fortësia e duraluminit të pjekur është pothuajse gjysma e fortësisë së duraluminit të ngurtësuar.
Përafërsisht temperatura e ngrohjes së një pjese duralumini mund të përcaktohet si më poshtë: Në një temperaturë prej 350-360 ° C, një copëz druri, e cila kalohet përgjatë sipërfaqes së nxehtë të pjesës, karbonizohet dhe lë një shenjë të errët. Temperatura e pjesës mund të përcaktohet me mjaft saktësi duke përdorur një copë fletë bakri të vogël (rreth madhësisë së një koke shkrepse), e cila vendoset në sipërfaqen e saj. Në një temperaturë prej 400°C, mbi fletë metalike shfaqet një flakë e vogël e gjelbër.
Duralumini i pjekur ka fortësi të ulët, mund të stampohet dhe përkulet dy herë pa frikë nga çarje.
Forcim. Duralumini mund të ngurtësohet. Kur forcohen, pjesët e bëra nga ky metal nxehen në 360-400°C, mbahen për ca kohë, më pas zhyten në ujë në temperaturën e dhomës dhe lihen aty derisa të ftohen plotësisht. Menjëherë pas kësaj, duralumini bëhet i butë dhe fleksibël, lehtësisht i përkulur dhe i falsifikuar. Ajo fiton fortësi të shtuar pas tre deri në katër ditë. Fortësia e saj (dhe në të njëjtën kohë brishtësia) rritet aq shumë sa nuk mund të përballojë përkuljen në një kënd të vogël.
Duralumin fiton forcën më të lartë pas plakjes. Plakja në temperaturat e dhomës quhet e natyrshme, dhe në temperaturat e ngritura- artificiale. Forca dhe fortësia e duraluminit të sapoforcuar, të lënë në temperaturën e dhomës, rritet me kalimin e kohës, duke arritur nivelin më të lartë pas pesë deri në shtatë ditë. Ky proces quhet plakje e duraluminit.
<<<Назад
Saldim apo saldim alumini? Cili është ndryshimi dhe cili është më i mirë?
Së pari, le të shohim përkufizimet. Saldimi është procesi i prodhimit të nyjeve të gjitha në një duke krijuar lidhje ndëratomike. Saldimi është procesi i bashkimit të metaleve në një gjendje të nxehtë duke shkrirë një aliazh, një saldim të shkrirë, siç janë metalet që bashkohen.
Me fjalë të tjera, gjatë saldimit, skajet e pjesëve të salduara shkrihen dhe më pas ngrihen. Në saldim, metali i zakonshëm nxehet vetëm në një temperaturë të caktuar, dhe bashkimi prodhohet nga difuzioni sipërfaqësor dhe reaksioni kimik i saldimit dhe metaleve të shkrirë.
Pra, cili është më i mirë, saldimi apo saldimi me alumin?
Për t'iu përgjigjur kësaj pyetjeje, merrni parasysh metodat kryesore të bashkimit dhe saldimit të lidhjeve të aluminit, avantazhet dhe disavantazhet e tyre.
Saldim me alumin.
Katër lloje të saldimit përdoren më së shpeshti gjatë saldimit të aluminit:
1. Saldim me elektrodë ose TIG. Si një elektrodë që nuk konsumon, tungsteni përdoret me aditivë të veçantë aliazh (lantan, cerium, etj.).
Një hark elektrik ndodh përmes kësaj elektrode, e cila shkrin metalin. Teli i saldimit ushqehet manualisht nga pishina e saldimit. I gjithë procesi është shumë i ngjashëm me saldimin konvencional me gaz, vetëm metali nxehet jo duke djegur një pishtar, por nga një hark elektrik në një mjedis mbrojtës. Një saldim i tillë kryhet ekskluzivisht në atmosferë argon ose helium ose përzierje të tyre.
A ka ndonjë ndryshim midis saldimit me argon dhe helium? Hani. Në fund të fundit është se heliumi siguron një hark djegieje më kompakte dhe për këtë arsye depërtim më të thellë dhe më efikas të metaleve bazë. Heliumi është më i shtrenjtë dhe konsumi i tij është shumë më i lartë se ai i argonit. Përveç kësaj, heliumi është shumë i lëngshëm, gjë që krijon probleme shtesë gjatë prodhimit, transportit dhe ruajtjes.
Prandaj, rekomandohet përdorimi i tij si gaz mbrojtës vetëm kur saldohen pjesë të mëdha ku kërkohet shkrirja e thellë dhe efektive e skajeve të saldimit. Në praktikë, heliumi përdoret rrallë si gaz inert, pasi pothuajse i njëjti efekt depërtimi mund të arrihet në argon, i cili vetëm rrit rrymën e saldimit. Saldimi TIG i aluminit në përgjithësi rezulton në rrymë alternative.
Pse me rrymë alternative? Bëhet fjalë për oksid alumini, një sasi e vogël e të cilit është e pranishme në mënyrë të pashmangshme në të gjitha llojet e saldimit. Fakti është se pika e shkrirjes së aluminit është rreth 660 gradë. Pika e shkrirjes së oksidit të aluminit është 2060. Prandaj, oksidi i aluminit nuk mund të shkrihet në saldim - temperatura nuk është e mjaftueshme.
Dhe nuk do të ketë manual për oksid saldimi me cilësi të lartë. Çfarë duhet bërë? Të ardhurat vijnë nga polariteti i reagimit, i cili ka një veçori shumë interesante për pastrimin e tegelit nga papastërtitë e panevojshme. Kjo veti quhet "dispersion katodë". Megjithatë, rryma e saldimit me polaritet të kundërt ka fuqi shkrirjeje shumë të ulët. Prandaj, harku përmban edhe komponentë aktualë të polaritetit të drejtë, të cilët synohen të jenë të pandjeshëm por të shkrijnë metale.
Dhe shkëmbimi i rrymave polare të përparme dhe të kundërta është një rrymë alternative, e cila kombinon të dyja vetitë e pastrimit dhe shkrirjes.
2. Saldim me elektrodë harxhuese ose saldim gjysmë automatik (saldim MIG). E gjithë kjo vlen për këtë lloj saldimi me të vetmin ndryshim se, si rregull, i vetmi "pastrim" i përhershëm është zëvendësimi i poleve të rrjedhave të harkut dhe nuk kalon përmes elektrodës së tungstenit dhe drejtpërdrejt përmes telit të saldimit të shkrirë gjatë saldimi.
Një makinë e zakonshme gjysmë automatike përdoret për saldim, por me kërkesa më të larta për ushqimin e telit. Ky lloj saldimi karakterizohet nga produktiviteti i lartë.
Saldim manual me hark me elektroda të veshura (saldim MMA). Përdoret për saldimin e pjesëve të forta me trashësi 4 mm ose më shumë. Zbatohet për rrjedhjen e kundërt të polaritetit dhe ka një shtresë me cilësi të dobët.
4. Saldimi me gaz i aluminit. Mund të përdoret vetëm në një numër të kufizuar lidhjesh alumini, të cilat karakterizohen nga cilësia e tmerrshme e saldimit. Kjo është shumë e vështirë dhe jo e arritshme për çdo të vdekshëm.
Në praktikë, kjo pothuajse nuk përdoret kurrë.
Duke lënë vetëm saldimin ekzotik (saldimi me fërkim, saldimi me shpërthim dhe plazma), cilësia e bashkimit të salduar dhe përhapja e tij janë shumë më përpara se forma, saldimi me hark me argon me rrymë alternative.
Lejon saldimin e lidhjeve të aluminit të pastër, duraluminit, silanit etj., nga disa milimetra deri në disa centimetra. Përveç kësaj, është më ekonomike dhe e vetmja e mundshme për saldimin bërthamor dhe disa lidhje të tjera të aluminit.
Saldim alumini
Zakonisht ndan llojin e saldimit me temperaturë të ulët (saldim me nyje të butë) dhe temperaturë të lartë (bashkim).
Saldimi i saldimit të butë prej alumini zakonisht bëhet me një saldim të rregullt dhe mund të përdoret si një saldim i veçantë për saldimin e aluminit me përmbajtje të lartë zinku dhe saldimin e rregullt me kallaj plumbi. Problemi kryesor me këtë lloj saldimi është lufta kundër oksidit të lehtë të aluminit. Për ta neutralizuar atë, është e nevojshme të përdoren lloje të ndryshme fluksesh, yndyrna saldimi dhe lloje të veçanta saldimi. Në disa raste, sipërfaqja e aluminit është e veshur me një shtresë të hollë bakri, e cila tashmë është salduar me saldim tradicional.
Megjithatë, përdorimi i veshjeve galvanike është larg të qenit i realizueshëm teknologjikisht dhe ekonomikisht i mundshëm. Në çdo rast, bashkimi i lidhjeve të aluminit në temperatura të ulëta është mjaft i vështirë, dhe cilësia e nyjeve të saldimit është zakonisht më shumë se mesatarja. Përveç kësaj, për shkak të heterogjenitetit të metaleve, nyja e lidhur është e ndjeshme ndaj korrozionit dhe duhet të jetë gjithmonë e veshur me llak ose bojë. Saldimi i butë i nyjeve nuk mund të përdoret në sistemet e ngarkuara.
Në veçanti, nuk duhet të përdoret për riparimin e radiatorëve të kondicionerit, por mund të përdoret për riparimin e motorëve të radiatorëve.
Saldim i aluminit në temperaturë të lartë. Gjatë bashkimit të radiatorëve të aluminit në fabrika, përdoret saldimi. Karakteristika e tij është se pika e shkrirjes së saldimit është vetëm 20-40 gradë nën pikën e shkrirjes së vetë metalit. Ky saldim zakonisht përfshin një pastë speciale me temperaturë të lartë (si p.sh. najloni) që përdoret për bashkim dhe më pas shkrihet në furra speciale nën një mjedis mbrojtës me gaz.
Ky proces saldimi karakterizohet nga forca e lartë dhe rezistenca e ulët ndaj korrozionit të nyjeve që rezultojnë, pasi saldimi përdoret si një përbërje afër metalit bazë. Ky lloj saldimi është ideal për produkte me mure të hollë, por teknologjia e tij është mjaft komplekse dhe krejtësisht e padobishme për riparime.
Lloji i dytë i ngjitjes së aluminit me temperaturë të lartë është brazimi me flakë gazi.  Shufra të veçanta vetë-përgjimi përdoren si saldim (për shembull, HTS 2000, Castolin 21 F, etj.).
Shufra të veçanta vetë-përgjimi përdoren si saldim (për shembull, HTS 2000, Castolin 21 F, etj.).
Për ngrohje përdoren acetileni, propani dhe, mundësisht, një flakë hidrogjeni (hidrolizë). Teknologjia këtu është si më poshtë. Së pari, flaka e pishtarit ngroh metalin, dhe më pas hekuri i saldimit mbushet me kujdes në zonën e saldimit. Kur shufra shkrihet, flaka hiqet. Pika e shkrirjes së shufrës nuk është shumë më e ulët se temperatura e pllakës bazë, kështu që ajo duhet të nxehet plotësisht për të parandaluar heqjen e saj.
Duhet të theksohet se ky lloj saldimi është shumë, shumë i shtrenjtë dhe mund të kushtojë deri në 300 dollarë. për 1 kilogram. Zakonisht përdoret për riparime lokale.
Pra, cila është më e mirë?
Bukëpjekësi shkrihet në shtëpi: hap pas hapi, video
Saldimi apo saldimi i aluminit Tani mund t'i përgjigjemi kësaj pyetjeje. Nëse trashësia e metaleve është më shumë se 0,2-0,3 mm, atëherë përdorni saldim me hark argon. Në veçanti, saldimi me argon i emetuesve të thjeshtë të balsamit me huall mjalti, tabakave, parafangove, kllapave, rrotave të aliazhit, pajisjes drejtuese, kokës së motorit, etj. Saldimi që rezulton. Është një lidhje monolit, kimikisht rezistente dhe e fortë.
Nëse trashësia e metaleve është më e vogël se 0,2-0,3 mm, është më mirë të përdorni saldim me temperaturë të lartë të aluminit. Së pari, përdoret për bashkimin e radiatorëve të hollë të murit të huallit nga motori, i cili është shumë i vështirë për t'u pirë me argon. Saldimi i butë me temperaturë më të ulët është më i mirë, nëse nuk përdoret fare, pasi këto nyje janë shumë më të dobëta dhe më pak rezistente kimikisht.
Përveç kësaj, flukset e acidit të përdorura në saldimin në temperaturë të ulët mund të shkatërrojnë si metalet e zakonshëm ashtu edhe nyjet e saldimit në një kohë relativisht të shkurtër.
Shumica e metaleve të zakonshëm nuk mund të forcohen me trajtim termik. Megjithatë, pothuajse të gjitha metalet forcohen - në një farë mase - duke farkëtuar, rrotulluar ose përkulur. Kjo quhet forcim i ftohtë ose forcim i metalit.
Pjekja është një lloj trajtimi termik për të zbutur metalin që është ngurtësuar në mënyrë që të mund të vazhdojë të punohet në të ftohtë.
Punim në të ftohtë: bakër, plumb dhe alumin
Metalet e zakonshme ndryshojnë shumë në shkallën dhe shkallën e forcimit të deformimit - forcim i ftohtë ose forcim i ftohtë.
Bakri ngurtësohet mjaft shpejt si rezultat i falsifikimit të ftohtë, dhe për këtë arsye zvogëlon shpejt lakueshmërinë dhe duktilitetin e tij. Prandaj, bakri kërkon pjekje të shpeshtë në mënyrë që të mund të përpunohet më tej pa rrezikun e shkatërrimit.
Nga ana tjetër, plumbi mund të futet me çekiç në pothuajse çdo formë pa pjekje ose pa rrezik për t'u thyer.
Plumbi ka një rezervë të tillë duktiliteti që i lejon atij të marrë deformime të mëdha plastike me një shkallë shumë të ulët të ngurtësimit. Megjithatë, megjithëse bakri është më i fortë se plumbi, ai në përgjithësi është më i lakueshëm.
Alumini mund t'i rezistojë një sasie mjaft të madhe deformimi plastik përmes formimit të çekiçit ose rrokullisjes së ftohtë përpara se të duhet të kalohet për të rivendosur vetitë e tij duktile.
Alumini i pastër ngurtësohet shumë më ngadalë se bakri, dhe disa lidhje alumini të fletëve janë shumë të forta ose të brishta për të lejuar shumë forcim.
Punim i ftohtë i hekurit dhe çelikut
Hekuri i pastër industrial mund të punohet në të ftohtë në shkallë të madhe deformimi përpara se të bëhet shumë i vështirë për përpunim të mëtejshëm.
Papastërtitë në hekur ose çelik dëmtojnë punueshmërinë e metalit në të ftohtë në atë masë sa që shumica e çeliqeve nuk mund të përpunohen në të ftohtë, me përjashtim të çeliqeve speciale me karbon të ulët për industrinë e automobilave. Në të njëjtën kohë, pothuajse i gjithë çeliku mund të përpunohet me sukses në mënyrë plastike në një gjendje të nxehtë.
Pse është i nevojshëm pjekja e metaleve?
Natyra e saktë e procesit të pjekjes të cilit i nënshtrohet metali varet kryesisht nga qëllimi i metalit të pjekjes.
Ka një ndryshim domethënës në metodën e pjekjes midis pjekjes në fabrikat ku prodhohen sasi të mëdha të fletëve të çelikut dhe pjekjes në një dyqan të vogël riparimi automobilistik, ku vetëm një pjesë kërkon një përpunim të tillë.
Me pak fjalë, puna e ftohtë është deformim plastik nga shkatërrimi ose shtrembërimi i strukturës së kokrrizave të metalit.
Gjatë pjekjes, një metal ose aliazh nxehet në një temperaturë në të cilën ndodh rikristalizimi - formimi i kokrrizave të reja - jo të deformuara dhe të rrumbullakëta - në vend të kokrrave të vjetra - të deformuara dhe të zgjatura. Pastaj metali ftohet me një shpejtësi të caktuar. Me fjalë të tjera, kristaleve ose kokrrizave brenda metalit që janë zhvendosur ose deformuar gjatë punës me plastikë të ftohtë u jepet mundësia të riorganizohen dhe të rikthehen në gjendjen e tyre natyrore, por në një temperaturë të ngritur pjekjeje.
Pjekja e hekurit dhe çelikut
Hekuri dhe çeliqet e buta duhet të nxehen në temperatura rreth 900 gradë Celsius dhe më pas të lihen të ftohen ngadalë për t'u siguruar që ato të jenë sa më "të buta".
Në të njëjtën kohë, merren masa për të parandaluar kontaktin e metalit me ajrin për të shmangur oksidimin e sipërfaqes së tij. Kur kjo bëhet në një dyqan të vogël riparimi makinash, përdoret rërë e ngrohtë për këtë.
Çeliqet me karbon të lartë kërkojnë përpunim të ngjashëm, përveç se temperatura e pjekjes për ta është më e ulët dhe është rreth 800 gradë Celsius.
Pjekja e bakrit
Bakri pjeket në rreth 550 gradë Celsius, kur bakri nxehet në një ngjyrë të kuqe të thellë.
Pasi të nxehet, bakri ftohet në ujë ose lihet të ftohet ngadalë në ajër. Shkalla e ftohjes së bakrit pas ngrohjes në temperaturën e pjekjes nuk ndikon në shkallën e "butësisë" së këtij metali të përftuar. Avantazhi i ftohjes së shpejtë është se pastron metalin nga shkalla dhe papastërtitë.
Pjekja e aluminit
Alumini pjeket në një temperaturë prej 350 gradë Celsius.
Trajtimi termik i lidhjeve me ngjyra
Në fabrika kjo bëhet në furra të përshtatshme ose banja me kripë. Në punishte, alumini është pjekja me një pishtar gazi. Ata thonë se kjo përfshin fërkimin e një copëze druri mbi sipërfaqen e metalit të nxehtë.
Kur druri fillon të lërë shenja të zeza, kjo do të thotë që alumini ka marrë pjekjen e tij. Ndonjëherë në vend të drurit përdoret një copë sapuni: kur sapuni fillon të lërë shenja kafe, ngrohja duhet të ndërpritet. Më pas alumini ftohet në ujë ose lihet të ftohet në ajër.
Pjekja e zinkut
Zinku bëhet sërish i lakueshëm në temperaturat ndërmjet 100 dhe 150 gradë Celsius.
Kjo do të thotë se mund të piqet në ujë të valë. Zinku duhet të përpunohet ndërsa është i nxehtë: kur ftohet, humbet shumë nga lakueshmëria e tij.
Bakri përdoret gjerësisht në prodhimin e produkteve për qëllime të ndryshme: enë, tubacione, pajisje shpërndarëse elektrike, pajisje kimike, etj. Shumëllojshmëria e përdorimeve të bakrit shoqërohet me vetitë e veçanta fizike të tij.
Bakri ka përçueshmëri të lartë elektrike dhe termike dhe është rezistent ndaj korrozionit. Dendësia e bakrit është 8,93 N/cm3, pika e shkrirjes është 1083°C, pika e vlimit është 2360°C.
Vështirësitë në saldimin e bakrit janë për shkak të vetive fizike dhe kimike të tij4. Bakri është i prirur ndaj oksidimit me formimin e oksideve zjarrduruese, thithjen e gazeve nga metali i shkrirë, ka përçueshmëri të lartë termike dhe një koeficient të rëndësishëm të zgjerimit linear kur nxehet.
Tendenca për oksidim kërkon përdorimin e flukseve speciale gjatë saldimit që mbrojnë metalin e shkrirë nga oksidimi dhe shpërndajnë oksidet që rezultojnë, duke i kthyer ato në skorje.
Përçueshmëria e lartë termike kërkon përdorimin e një flake më të fuqishme sesa kur saldohet çeliku. Saldueshmëria e Cu varet nga pastërtia e tij, saldueshmëria e Cu është veçanërisht e dëmtuar nga prania e B1, Pb, 3 dhe Oz në të. Përmbajtja e rg, në varësi të shkallës së Cu, varion nga 0,02 deri në 0,15%, III dhe Pb japin brishtësinë e bakrit dhe brishtësinë e kuqe Prania e oksigjenit në Cu në formën e oksidit të bakrit Cu20 shkakton formimin e shtresave të brishta të metalit. dhe plasaritjet që shfaqen në ndikimin e zonës termike.
Oksidi i bakrit formon një eutektikë me shkrirje të ulët me bakrin, i cili ka një pikë shkrirjeje më të ulët. Eutektika vendoset rreth kokrrave të bakrit dhe kështu dobëson lidhjen midis kokrrave.
Procesi i saldimit të bakrit ndikohet jo vetëm nga oksigjeni i tretur në bakër, por edhe nga oksigjeni i përthithur nga atmosfera. Në këtë rast, së bashku me oksidin e bakrit CuO, formohet oksidi i bakrit CuO. Gjatë saldimit, të dyja këto okside e bëjnë të vështirë saldimin me gaz dhe duhet të hiqen duke përdorur fluks.
Hidrogjeni dhe monoksidi i karbonit gjithashtu ndikojnë negativisht në procesin e saldimit të Cu.
Si rezultat i ndërveprimit të tyre me oksidin e bakrit CuO, formohen avujt e ujit dhe dioksidi i karbonit, të cilët formojnë pore në metalin e saldimit. Për të shmangur këtë fenomen, saldimi me bakër duhet të kryhet me një flakë rreptësisht normale. Sa më i pastër të jetë Si dhe sa më pak 0-2 të përmbajë, aq më mirë saldohet.
Sipas GOST 859-78, industria prodhon nota bakri M1r, M2r MZr, e cila ka një përmbajtje të reduktuar të Oa- (deri në 0.01%), për prodhimin e strukturave të salduara.
Në saldimin me gaz C, nyjet e prapanicës dhe qosheve përdoren nyjet T dhe nyjet e prehrit nuk japin rezultate të mira.
Para saldimit, skajet e salduara duhet të pastrohen nga papastërtitë, vaji, oksidet dhe ndotësit e tjerë në një zonë prej të paktën 30 mm nga vendi i saldimit. Zonat e saldimit pastrohen manualisht ose mekanikisht me furça çeliku. Saldimi i bakrit me trashësi deri në 8 mm kryhet pa prerje të skajeve dhe me trashësi mbi 3 mm kërkohet një prerje në formë X e skajeve në një kënd prej 45 ° në secilën anë të bashkimit. Thithësia e bën atë të barabartë me 0.2 të trashësisë së metalit që saldohet. Për shkak të rritjes së rrjedhshmërisë së bakrit në gjendjen e shkrirë, fletët e holla saldohen pa boshllëk dhe fletët mbi 6 mm ngjiten në bazamente grafiti dhe karboni.
Fuqia e flakës së saldimit gjatë saldimit të bakrit deri në 4 mm zgjidhet në bazë të konsumit të acetilenit prej 150-175 dm3/h për 1 mm trashësi të metalit që saldohet për një trashësi deri në 8-10 mm; fuqia rritet në 175-225 dm8/h.
Për trashësi të mëdha, rekomandohet saldimi me dy pishtarë - një për ngrohje dhe tjetri për saldim. Për të reduktuar shpërndarjen e nxehtësisë, saldimi kryhet në një bazë asbesti. Për të kompensuar humbjet e mëdha të nxehtësisë për shkak të largimit në zonën e prekur nga nxehtësia, përdoret ngrohja paraprake dhe shoqëruese e skajeve të salduara.
Skajet nxehen me një ose më shumë djegës.
Flaka për saldimin C zgjidhet rreptësisht normale, pasi flaka oksiduese shkakton oksidim të fortë, dhe me një flakë karburizuese shfaqen pore dhe çarje. Flaka duhet të jetë e butë dhe duhet të drejtohet në një kënd më të madh se sa gjatë saldimit të çelikut. Saldimi kryhet në një zonë rikuperimi, distanca nga fundi i bërthamës deri te metali që saldohet është 3-6 mm.
Gjatë procesit të saldimit, metali i nxehur duhet të mbrohet nga flaka gjatë gjithë kohës. Saldimi kryhet duke përdorur të dyja metodat majtas dhe djathtas, megjithatë, metoda e djathtë është më e preferueshme kur saldohet bakri. Saldimi kryhet me shpejtësi maksimale pa ndërprerje.
Saldimi kryhet lart. Këndi i prirjes së grykës së pishtarit ndaj produktit që saldohet është 40-50° dhe teli mbushës është 30-40°. Kur bëni tegela vertikale, këndi i prirjes së grykës së pishtarit është 30° dhe saldimi kryhet nga poshtë lart. Gjatë saldimit të bakrit, nuk rekomandohet fiksimi i pjesëve me ngjitje. Qepjet e gjata ngjiten në gjendje të lirë duke përdorur metodën e hapit të kundërt.
Saldimi me gaz i bakrit kryhet vetëm në një kalim.
Përbërja e telit mbushës ka një ndikim të madh në procesin e saldimit me gaz. Për saldim, shufrat dhe telat në përputhje me GOST 16130-72 të klasave të mëposhtme përdoren si një shtesë: M1, MSr1, MNZh5-1, MNZHKT5-1-0,2-0,2.
Gabim 503 Shërbimi i padisponueshëm
Teli i saldimit MSr1 përmban 0,8-1,2% argjend. Diametri i telit mbushës zgjidhet në varësi të trashësisë së metalit që saldohet dhe merret i barabartë me 0,5-0,75 8, ku 5 është trashësia e metalit, mm, por jo më shumë se 8 mm.
Teli i saldimit duhet të shkrihet pa probleme, pa spërkatje. Është e dëshirueshme që temperatura e shkrirjes së telit mbushës të jetë më e ulët se temperatura e shkrirjes së metalit bazë. Për të mbrojtur Cu nga oksidimi, si dhe për të deoksiduar dhe hequr oksidet që rezultojnë në skorje, saldimi kryhet me fluks. Flukset bëhen nga oksidet dhe kripërat e borit dhe natriumit. Flukset për saldim Cu përdoren në formë pluhuri, paste dhe në formë të gaztë.
Saldimi si mund të kryhet duke përdorur fluksin e gaztë BM-1, në këtë rast, maja e pishtarit duhet të rritet me një numër në mënyrë që të zvogëlohet shpejtësia e ngrohjes dhe të rritet fuqia e flakës së saldimit. Kur përdorni fluks të gaztë, përdoret instalimi KGF-2-66. Fluksi i pluhurit spërkatet në vendin e saldimit 40-50 mm në të dy anët e boshtit të saldimit. Fluksi në formën e një paste aplikohet në skajet e metalit që saldohet dhe në shufrën mbushëse. Mbetjet e fluksit hiqen duke larë shtresën me një zgjidhje 2% të acidit nitrik ose sulfurik.
Për të përmirësuar vetitë mekanike të metalit të depozituar dhe për të rritur densitetin dhe.
Për të siguruar plasticitetin e saldimit, rekomandohet të farkëtoni metalin e saldimit pas saldimit. Pjesët deri në 4 mm të trasha farkëtohen në gjendje të ftohtë dhe me trashësi më të madhe - kur nxehen në një temperaturë prej 550-600°C.
Përmirësimi shtesë i tegelit pas falsifikimit sigurohet nga trajtimi termik - ngrohja në 550-600°C dhe ftohja në ujë. Produktet që do të saldohen nxehen me një pishtar saldimi ose në një furrë. Pas pjekjes, metali i saldimit bëhet i fortë.
⇐ E mëparshme27282930313233343536Tjetër ⇒
Data e publikimit: 26-01-2015; Lexuar: 455 | Shkelje e të drejtës së autorit të faqes
studopedia.org - Studopedia.Org - 2014-2018 (0.001 s)…
Home>>Saldimi i metaleve me ngjyra>>Saldimi i bakrit dhe çelikut
Saldimi i bakrit dhe lidhjeve të tij me çelik. Si të bashkoni bakrin dhe çelikun?
Në praktikë, saldimi i bakrit dhe çelikut kryhet më shpesh në nyje prapanicë. Në varësi të natyrës së strukturës, qepjet në një lidhje të tillë mund të jenë të jashtme ose të brendshme.
Për saldimin e tunxhit me çelik, saldimi me gaz është më i përshtatshmi, dhe për saldimin e bakrit të kuq me çelikun, saldimi me hark elektrik me elektroda metalike.
Rezultate të mira merren gjithashtu kur saldohet me elektroda karboni nën një shtresë fluksi dhe saldimi me gaz nën një hark të zhytur BM-1. Shpesh në praktikë, saldimi me gaz i bronzit me çelik kryhet duke përdorur bakër si material mbushës.
Përgatitja e skajeve të salduara me të njëjtën trashësi të metaleve me ngjyra dhe çelikut kryhet në të njëjtën mënyrë si gjatë saldimit të metaleve me ngjyra.
Saldimi i fletëve me trashësi më të vogël se 3 mm kryhet pa prerje, dhe fletët që fillojnë nga 3 mm saldohen me skaje të pjerrëta.
Nëse skajet nuk janë të pjerrëta mjaftueshëm, ose nëse ka ndotje në skajet e pjesëve që saldohen, nuk mund të arrihet depërtim i mirë. Bazuar në këtë, gjatë saldimit të pjesëve me trashësi të mëdha në të cilat bëhet një brazdë në formë X, nuk duhet të bëhet bluarja.
Saldimi i bakrit me çelik është një detyrë komplekse, por mjaft e realizueshme për sipërfaqe dhe saldim, për shembull, pjesë të pajisjeve kimike, tela bakri me një bllok çeliku.
Cilësia e saldimit të nyjeve të tilla plotëson kërkesat për to. Forca e bakrit mund të rritet duke futur deri në 2% hekur në përbërjen e tij. Me më shumë hekur, forca fillon të ulet.
Kur saldoni me një elektrodë karboni, është e nevojshme të përdorni rrymë të drejtpërdrejtë me polaritet të drejtë.
Tensioni i harkut elektrik është 40-55 V, dhe gjatësia e tij është afërsisht 14-20 mm. Rryma e saldimit zgjidhet në përputhje me diametrin dhe cilësinë e elektrodës (karbon ose grafit) dhe është në intervalin 300-550A. Fluksi i përdorur është i njëjtë si për saldimin e bakrit përbërja e këtyre flukseve është dhënë në këtë faqe.
Fluksi futet në zonën e saldimit, duke e derdhur atë në brazdë.
 Metoda e saldimit përdoret "majtas".
Metoda e saldimit përdoret "majtas".
Rezultatet më të mira gjatë saldimit të zbarave të bakrit në çelik merren kur saldohen "në një varkë". Diagrami i saldimit të tillë është paraqitur në figurë. Së pari, skajet e bakrit nxehen me një elektrodë karboni, dhe më pas saldohen me një pozicion të caktuar të elektrodës dhe shufrës mbushëse (shih figurën). Shpejtësia e saldimit është 0.25 m/h. Saldimi i bakrit me gize kryhet duke përdorur të njëjtat teknika teknologjike.
Saldimi i bronzit me aliazh të ulët me trashësi të vogël (deri në 1,5 mm) në çelik me trashësi deri në 2,5 mm mund të bëhet duke u mbivendosur me një elektrodë tungsteni jo të konsumueshme në një mjedis argon në një makinë automatike me një tel mbushës me një diametri prej 1.8 mm i furnizuar nga ana.
Në këtë rast, është shumë e rëndësishme të drejtoni harkun drejt mbivendosjes nga ana e bakrit. Mënyrat e saldimit të tillë: rryma 190A, tensioni i harkut 11.5V, shpejtësia e saldimit 28.5m/h, shpejtësia e furnizimit me tela 70m/h.
Bakri dhe bronzi mund të saldohen mirë në çelik duke përdorur saldim me prapanicë.
Me këtë metodë saldimi, skajet e çelikut shkrihen mjaft fort, dhe skajet e metaleve me ngjyra shkrihen pak. Duke marrë parasysh këtë rrethanë dhe duke marrë parasysh ndryshimin në rezistencën e këtyre metaleve, mbingarkesa për çelikun merret 3.5d, për bronzin 1.5d, për bakrin 1.0d, ku d janë diametrat e shufrave që saldohen. .
Për saldimin me prapanicë të shufrave të tilla duke përdorur metodën e rezistencës, rekomandohet një mbingarkesë prej 2.5d për çelikun, 1.0d për bronzin dhe 1.5d për bakrin. Rezistenca specifike e vendbanimit supozohet të jetë në intervalin 1,0-1,5 kg/mm2.
Në praktikë, shpesh bëhet e nevojshme saldimi i stufave me diametër 8-12 mm të bëra prej bakri dhe lidhjeve të tij me çelik, ose gozhdët e çelikut me produktet e bakrit.
Një saldim i tillë kryhet duke përdorur rrymë të drejtpërdrejtë të polaritetit të kundërt nën fluksin e imët të markës OSTS-45 pa ngrohje paraprake.
Stufat e bakrit me një diametër deri në 12 mm ose stufat prej bronzi të klasës L62, me një diametër deri në 10 mm, me një forcë aktuale prej 400 A janë ngjitur mirë në çelik ose gize.
Dhe kunjat e bëra prej bronzi të klasës LS 59-1 nuk përdoren për saldim.
Stufat e çelikut janë ngjitur dobët me produktet e bakrit dhe bronzit.
Si të bashkoni bakrin në shtëpi?
Nëse vendosni një unazë bakri 4 mm të lartë në fund të një kunj me një diametër deri në 8 mm, atëherë procesi i saldimit të metaleve vazhdon në mënyrë të kënaqshme. Të njëjtat stufa me diametër 12 mm për markën broze Br. NGA 10-1 janë salduar mirë. Për saldimin me hark të bakrit dhe çelikut, rezultatet më të mira sigurohen nga elektroda K-100.
Kur zhvillohet teknologjia për trajtimin termik të bakrit dhe lidhjeve të tij, është e nevojshme të merren parasysh dy nga veçoritë e tyre: përçueshmëria e lartë termike dhe ndërveprimi aktiv me gazrat gjatë ngrohjes. Kur ngrohni produkte të holla dhe produkte gjysëm të gatshme, përçueshmëria termike është e një rëndësie dytësore. Gjatë ngrohjes së produkteve masive, përçueshmëria e lartë termike e bakrit është arsyeja për ngrohjen e tyre më të shpejtë dhe më uniforme në të gjithë seksionin kryq në krahasim, për shembull, me lidhjet e titanit.Për shkak të përçueshmërisë së lartë termike, problemi i ngurtësimit nuk lind gjatë trajtimit termik të forcimit të lidhjeve të bakrit. Me përmasat e produkteve gjysëm të gatshme dhe produkteve të përdorura në praktikë, ato kalcinohen.
Bakri dhe lidhjet e bazuara në të bashkëveprojnë në mënyrë aktive me oksigjenin dhe avujt e ujit në temperatura të ngritura, të paktën më intensivisht se alumini dhe lidhjet e tij, për shkak të kësaj veçorie, atmosferat mbrojtëse përdoren shpesh gjatë trajtimit termik të produkteve gjysëm të gatshme dhe produkteve prej të cilave bakri dhe lidhjet e tij, ndërsa në teknologjinë e trajtimit termik të aluminit atmosferat mbrojtëse janë të rralla.
Pjekja e bakrit dhe lidhjeve të tij kryhet për të eliminuar ato devijime nga struktura e ekuilibrit që lindën gjatë procesit të ngurtësimit ose si rezultat i veprimit mekanik ose trajtimit të mëparshëm termik.
Pjekja e homogjenizimit përfshin ngrohjen e shufrave në temperaturën më të lartë të mundshme pa shkaktuar shkrirjen e përbërësve strukturorë të lidhjeve. Dukuritë e likuacionit në bakër dhe tunxh zhvillohen në mënyrë të parëndësishme dhe ngrohja e shufrave për trajtimin me presion të nxehtë është e mjaftueshme për homogjenizimin e tyre.
Lidhjet kryesore të bakrit që kërkojnë pjekjen homogjenizuese janë bronzet e kallajit, pasi përbërjet e fazave të lëngëta dhe të ngurta në sistemin Cu-Sn janë shumë të ndryshme, dhe për këtë arsye zhvillohet likuacion intensiv dendritik.
Si rezultat i pjekjes homogjenizuese, rritet homogjeniteti i strukturës dhe përbërjes kimike të shufrave. Pjekja e homogjenizimit është një nga kushtet për të marrë një produkt përfundimtar me cilësi të lartë.
Pjekja e rikristalizimit është një nga fazat e zakonshme teknologjike në prodhimin e bakrit gjysëm të gatshëm dhe lidhjeve të bazuara në të.
Temperatura në të cilën fillon rikristalizimi i bakrit rritet intensivisht nga Zr, Cd, Sn, Sb, Cr, ndërsa Ni, Zn, Fe, Co kanë një efekt të dobët. Rritja e temperaturës së fillimit të rikristalizimit në prani të njëkohshme të disa elementeve nuk është shtesë, por pak e tejkalon kontributin e papastërtisë me veprim më efektiv. Në raste të caktuara, për shembull, kur plumbi dhe squfuri futen në bakër, efekti total është më i lartë se efektet individuale. Bakri i deoksiduar nga fosfori, ndryshe nga bakri që përmban oksigjen, është i prirur ndaj rritjes së fortë të kokrrave gjatë pjekjes. Pragu i rikristalizimit në prani të fosforit zhvendoset në temperatura më të larta.
Shkalla kritike e deformimit për bakrin pa oksigjen me madhësi kokrriza të rendit 2*10v-2 cm pas pjekjes në 800°C për 6 orë është afërsisht 1%. Papastërtitë, si hekuri, rrisin shkallën kritike të deformimit, e cila për bronzin është 5-12% (Fig. 44).
Në temperaturën e rikristalizimit të bronzit ndikohet edhe nga përpunimi i mëparshëm, kryesisht nga shkalla e deformimit të ftohtë dhe nga madhësia e kokrrës së formuar gjatë këtij përpunimi. Për shembull, koha para fillimit të rikristalizimit të tunxhit L95 në temperaturat 440°C është 30 minuta në një shkallë deformimi të ftohtë prej 30% dhe 1 minutë në një shkallë deformimi prej 80%.
Madhësia e kokrrës fillestare ndikon në procesin e kristalizimit në mënyrë të kundërt me rritjen e shkallës së deformimit. Për shembull, në aliazhin L95 me madhësi fillestare të kokrrizave 30 dhe 15 μm, pjekja pas deformimit 50% në një temperaturë prej 440°C çon në rikristalizim pas 5 dhe 1 min, respektivisht. Në të njëjtën kohë, madhësia e kokrrës fillestare nuk ndikon në shkallën e rikristalizimit nëse temperatura e pjekjes tejkalon 140°C.
Në Fig. Figura 45 tregon të dhëna për efektin e përbërjes së α-tunxhit në temperaturën e pjekjes (shkalla e deformimit 45%, koha e pjekjes 30 min), e cila siguron marrjen e një madhësie të caktuar kokrrizash. Në të njëjtat kushte deformimi dhe pjekjeje, me rritjen e përmbajtjes së zinkut, madhësia e kokrrës zvogëlohet, arrin një minimum dhe më pas rritet. Kështu, për shembull, pas pjekjes në 500°C për 30 minuta, madhësia e kokrrës është: në bakër 0,025 mm; në tunxh me 15% Zn 0,015 mm, dhe në tunxh 35% Zn 0,035 mm. Figura 45 tregon gjithashtu se në tunxhet α, kokrriza fillon të rritet në temperatura relativisht të ulëta dhe rritet deri në temperatura solidus në tunxhet dyfazore (α+β)- dhe të veçanta, rritja e kokrrave, si rregull, ndodh vetëm në temperatura. në të cilën një β-fazë. Për shembull, për bronzin L59, një rritje e konsiderueshme e grurit fillon kur pjekja mbi një temperaturë prej 750 ° C.
Temperatura e pjekjes së bronzit zgjidhet afërsisht 250-350°C mbi temperaturën në të cilën fillon rikristalizimi (Tabela 16).
Kur lidhjet e bakrit që përmbajnë 32-39% Zn kalohen në temperatura mbi tranzicionin α⇔α+β, faza β çlirohet, e cila shkakton rritje të pabarabartë të kokrrave. Këshillohet që të pjekni lidhje të tilla në temperatura që nuk e kalojnë vijën e ekuilibrit α⇔α+β të sistemit Cu-Zn. Në këtë drejtim, bronzi, përbërja e të cilit qëndron afër pikës së tretshmërisë maksimale të zinkut në bakër, duhet të pjeket në furra me saktësi të lartë të kontrollit të temperaturës dhe uniformitet të lartë të shpërndarjes së tij në të gjithë vëllimin e bakrit.
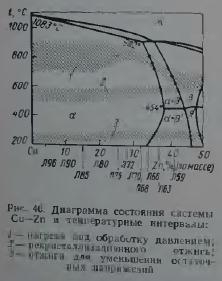
Në Fig. 46 tregon mënyrat optimale të pjekjes për tunxh të thjeshtë bazuar në rezultatet e një përgjithësimi të rekomandimeve teknologjike të grumbulluara në praktikën vendase dhe botërore. Ekziston një tendencë që temperatura e pjekjes së plotë të bronzit të rritet me rritjen e përmbajtjes së zinkut.
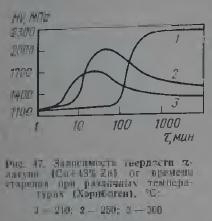
Kur zgjidhni mënyrat e pjekjes së rikristalizimit për tunxhet, duhet të merret parasysh se lidhjet që ndodhen pranë kufirit fazor α/α+β (Fig. 46) mund të forcohen termikisht për shkak të tretshmërisë së ndryshueshme të zinkut në bakër. Forcimi i tunxhit që përmbajnë më shumë se 34% Zn i bën ata të prirur ndaj plakjes (Fig. 47), dhe aftësia për t'u ngurtësuar gjatë plakjes rritet me rritjen e përmbajtjes së zinkut deri në 42%. Ky lloj forcimi termik i bronzit nuk ka gjetur zbatim praktik. Megjithatë, shpejtësia e ftohjes së tunxhit të tipit L63 pas pjekjes së rikristalizimit ndikon në vetitë e tyre mekanike. Mundësia e zbërthimit të tretësirave të mbingopura në α-tunxhët që përmbajnë më shumë se 34% Zn dhe në tunxhi α+β duhet gjithashtu të merret parasysh kur zgjidhni mënyrat e pjekjes për të reduktuar stresin. Deformimi i rëndë i ftohtë mund të përshpejtojë dekompozimin e tretësirave α- dhe β të mbingopura gjatë pjekjes.
Sipas të dhënave të literaturës, temperatura në të cilën fillon rikristalizimi i tunxhit L63 varion nga 250 në 480° C. Struktura me kokrra më të imta në lidhjen L63 formohet pas pjekjes në temperatura 300-400° C. Sa më e lartë të jetë shkalla e mëparshme deformimi i ftohtë, sa më e vogël të jetë madhësia e kokrrës së rikristalizuar dhe aq më e madhe është fortësia (Fig. 48) në të njëjtat kushte pjekjeje.
Cilësia e materialit të pjekjes përcaktohet jo vetëm nga vetitë e tij mekanike, por edhe nga madhësia e kokrrës së rikristalizuar. Madhësia e kokrrizave në një strukturë plotësisht të rikristalizuar është mjaft uniforme. Nëse mënyrat e pjekjes së rikristalizimit janë vendosur gabimisht, dy grupe kokrrizash me madhësi të ndryshme zbulohen qartë në strukturë. Kjo e ashtuquajtur strukturë e dyfishtë është veçanërisht e padëshirueshme gjatë operacioneve të tërheqjes së thellë, lakimit ose lustrimit dhe gdhendjes së produktit.
Ndërsa madhësia e kokrrizave rritet në një kufi të caktuar, stampueshmëria e bronzit përmirësohet, por cilësia e sipërfaqes përkeqësohet. Në sipërfaqen e produktit, me një madhësi kokrriza më shumë se 40 mikron, vërehet një vrazhdësi karakteristike e "lëvozhgës së portokallit".
Fazat e evolucionit të strukturës së deformuar janë zgjeruar ndjeshëm në kohë, dhe për këtë arsye duket e mundur të përftohet një strukturë pjesërisht ose plotësisht e rikristalizuar me kokrriza të imta duke ndryshuar kohën e pjekjes. Produktet gjysëm të gatshme me një strukturë jo të plotë të rikristalizuar dhe një madhësi kokrrizash shumë të vogël stampohen pa formimin e një "lëvozhge portokalli".
Pjekja e pjesshme, kohëzgjatja e së cilës përcaktohet nga shkalla e deformimit paraprak, kryhet në intervalin 250-400 ° C. Për të ruajtur një regjim të saktë teknologjik, një pjekje e tillë duhet të kryhet në furrat e furrës, ku temperatura e funksionimit dhe koha e mbajtjes (shpejtësia e hapjes) kontrollohen rreptësisht.
Pjekja e pjesshme përdoret kryesisht për të reduktuar streset e mbetura, të cilat mund të çojnë në të ashtuquajturën "plasaritje sezonale". Ky lloj korrozioni, i natyrshëm në tunxhët që përmbajnë më shumë se 15% Zn, konsiston në zhvillimin gradual të çarjeve ndërkristalore nën ndikimin e njëkohshëm të stresit (të mbetur dhe të aplikuar) dhe të reagentëve kimikë specifikë (për shembull, tretësirat dhe avujt e amoniakut, tretësirat e kripërat e merkurit, anhidridi sulfurik i lagësht, amina të ndryshme etj.). Besohet se ndjeshmëria e tunxhit ndaj plasaritjeve sezonale është për shkak të johomogjenitetit të stresit dhe jo të madhësisë së tyre absolute.
Efektiviteti i pjekjes për të reduktuar streset e mbetura kontrollohet nga një test i merkurit. Metoda e provës së merkurit siguron një vlerësim cilësor të pranisë së sforcimeve të mbetura. Ai bazohet në sjelljen e ndryshme të materialeve të stresuara dhe të patheksuara kur ekspozohen ndaj nitratit të merkurit. Gjatë provës, në materialin e stresuar shfaqen çarje gjatësore dhe tërthore, të dukshme me sy të lirë. Ato shfaqen në vendet e stresit në tërheqje, të cilat mund të shkaktojnë shkatërrimin e produktit në funksionim ose gjatë ruajtjes si rezultat i plasaritjes së korrozionit.
Mënyrat e pjekjes për tunxh për të reduktuar stresin e mbetur janë dhënë në Fig. 46 dhe në tabelë. 16.
Parshev 01-09-2005 02:01
“Temperatura mund të përcaktohet me mjaft saktësi duke përdorur një copë fletë bakri të vogël (përafërsisht sa një kokë shkrepse), e cila vendoset në sipërfaqen e pjesës së nxehtë, në një temperaturë prej 400 C shfaqet një flakë e gjelbër fletë metalike.
Ngurtësimi i një pjese bakri të parangrohur ndodh nga ftohja e ngadaltë në ajër. Për pjekje, pjesa e nxehtë ftohet shpejt në ujë. Gjatë pjekjes, bakri nxehet në nxehtësi të kuqe (600? C), kur ngurtësohet - deri në 400 C, duke përcaktuar temperaturën gjithashtu duke përdorur një copë fletë bakri.
Në mënyrë që bronzi të bëhet i butë, të përkulet lehtësisht, të farkëtohet dhe të shtrihet mirë, ai pjeket duke u ngrohur në 500°C dhe duke u ftohur ngadalë në ajër në temperaturën e dhomës.
Është interesante që pjekja e bakrit dhe bronzit ndodh në mënyrë të kundërt - atje me ftohje të shpejtë, atje me ftohje të ngadaltë.
Kur formoni mëngët, rekomandohet të pjekni pas 2 operacioneve.
Remus 02-09-2005 01:49
Pas çfarë 2 operacionesh?
Parshev 02-09-2005 02:11
Operacionet e formimit të kasës. Për shembull, ringjeshja në një madhësi të ndryshme bëhet duke e kaluar nëpër kapakë.
ABAZ 05-09-2005 08:12
me falni, translit zaklinilo.
Çdo njeri 06-09-2005 08:27
kapelë 11-09-2005 15:13
Merrni një tullë me shkumë gazi, shponi vrima në të për kalibrin tuaj, një të tretën e produktit të thellë, futeni pjesën e punës në vrimat poshtë lart dhe përdorni një djegës me gaz ose tharëse flokësh për të ngrohur produktin derisa të shkëlqejë lehtë dhe të bjerë produkti në ujë ose të ftohet në temperaturën e dhomës në një xhiro (tullë).
TSV 11-09-2005 22:29
Po sikur të futni fishekët vetëm në mbajtëse, ta vendosni mbajtësin në një banjë me ujë, i cili duhet të derdhet nën shpatin dhe të ngrohni fuçitë e zgjatura me një djegës?
Fishekët janë natyrshëm pa abetare në mënyrë që uji të mund të rrjedhë brenda.
Dulce do të pjekja, dhe pjesa tjetër do të mbetet e paprekur
Dhe nuk ka nevojë të shponi tulla
Machete 12-09-2005 12:54
Çifti do jetë si në një banjë.
kapelë 12-09-2005 13:18
Provoni. Na tregoni.
TSV 12-09-2005 20:34
Asgjë. Pa djegës. Nuk mund ta ngrohni me tharëse flokësh.
E provova në një djegës të rregullt me gaz. E mbështolla me një leckë të lagur dhe në zjarr. Duket normale. Vetëm zjarri është i dobët.
TSV 12-09-2005 23:34
Çifti do jetë si në një banjë.
Nuk duhet të ketë çift. Tani, nëse do ta ngrohja dhe do ta ulja, atëherë po, do të merrja një dhomë me avull.
Por në këtë rast, gjithçka do të nxehej, jo vetëm fuçi.
Machete 13-09-2005 12:23
Kur thoni "duhet", trokitni në dru (thënie popullore majane).
TSV 13-09-2005 12:29
citat: Postuar fillimisht nga Machete:
Kur thoni "duhet", trokitni në dru (thënie popullore majane).
Atëherë le të themi këtë - nuk ndodhi kur e mbajta në gaz në një leckë të lagur.
Nëse e pjekni siç duhet, atëherë duhet që mëngja të rrotullohet rreth boshtit të saj. Përndryshe, pala nxehet, por pjesa tjetër mbetet e pa ngrohur. E dukshme nga gjurma e njollosjes.
Machete 13-09-2005 02:02
Më pëlqen disi më mirë versioni i Gennady Mikhailych. Edhe pse interesi ynë është thjesht gastronomik - tani për tani.
TSV 13-09-2005 21:10
A ju pëlqen të shponi vrima në tulla?
Nuk e di se çfarë është ajo tullë, por metali duhet të ftohet, përveç në pikën e ngrohjes.
kapelë 13-09-2005 21:56
Sergei, në lidhje me teknologjinë, i shkruani prodhuesit të plumbave.
Dhe tulla pritet me thikë.
Machete 13-09-2005 22:05
Ju nuk mund ta ftohni mëngën me ujë ndërsa ngrohni fuçinë në të njëjtën kohë - është prej bronzi, përçueshmëria termike është e keqe.
TSV 13-09-2005 22:45
citat: Postuar fillimisht nga Machete:
Ju nuk mund ta ftohni mëngën me ujë ndërsa ngrohni fuçinë në të njëjtën kohë - është prej bronzi, përçueshmëria termike është e keqe.
Nuk do të jem në gjendje ta provoj për një kohë (kam punë), pastaj do ta provoj bronzin në ujë.
Megjithëse metali është termikisht përçues, ai nuk mund të nxehet nën nivelin e ujit. Ne jemi të interesuar vetëm për prapanicën e pjekjes.
Machete 14-09-2005 01:13
citat: Postuar fillimisht nga TSV:Megjithëse metali është termikisht përçues, ai nuk mund të nxehet nën nivelin e ujit.
Jo plotësisht i dehur. Çfarë do të thuash?
TSV 14-09-2005 01:28
Nëse mënga është e mbushur në diçka poroze, do të ketë shpërndarje të dobët të nxehtësisë. Dhe ngrohja e fuçisë do të ngrohë pjesën tjetër në të njëjtën kohë. Mëngja duhet patjetër të ngrohet deri në gjysmë të rrugës dhe të bëhet e zezë, apo edhe të ngrohet më shumë.
Uji largon nxehtësinë dhe pjesa më larg nga uji do të ngrohet më shumë.
Herën e fundit e mbështolla kutinë e fishekut me një leckë dhe e lagova në mënyrë që uji të kullonte. Pastaj e futi në zjarr. Një leckë e lagur e pengoi trupin e gëzhojës të nxehet. Gryka dhe pjerrësia po ngroheshin.
Herën tjetër do të provoj të ngroh kutinë e fishekut që del jashtë ujit. Unë do të shkruaj për rezultatin. Unë nuk kam një djegës gazi në dorë për momentin.
Machete 14-09-2005 01:39
Pra, ky ujë i rrjedhshëm është i nevojshëm, i ngjashëm me ftohjen e spirales në një stacion hëne, përndryshe nuk do të ketë kinah.
TSV 15-09-2005 20:22
Në fakt, kontrollova versionin.
Në thelb funksionon. Por fuqia e një saldimi me gaz nuk është e mjaftueshme për ta ngrohur atë, pasi uji largon nxehtësinë. Por mëngë nuk pjek nën ujë. Nuk ka fërshëllimë apo flluska. Nuk është temperatura e duhur për të ngrohur menjëherë të gjithë ujin.
E provova pa ujë, bosh. U ngroh shpejt, por për shkak të transferimit të nxehtësisë, gjysma e mëngës kishte kohë për t'u ngrohur.
Nëse pamja nuk ju shqetëson se është nën shpatin, atëherë do të bëjë pa ujë. Por ju ende duhet ta ktheni atë. Përndryshe, nga njëra anë njolla digjet, dhe nga ana tjetër ngrohja është më e dobët
Parshev 16-09-2005 17:05
2 ParshevNga erdhi informacioni? Stili i të shkruarit nuk është i ngjashëm me literaturën teknike, më afër amvisërisë
Dëshironi damë apo shkoni?
Çdo njeri 20-09-2005 08:27
citate: Postuar fillimisht nga Parshev:Dëshironi damë apo shkoni?
Literatura teknike përshkruan se si bëhet në kushte fabrike apo laboratori, i keni ato?
Çdo njeri 20-09-2005 08:54
citat: Postuar fillimisht nga wood grouse:
Prodhuesit e plumbave rekomandojnë:
Merrni një tullë me shkumë gazi, shponi vrima në të për kalibrin tuaj, një të tretën e produktit të thellë, futeni pjesën e punës në vrimat poshtë lart dhe përdorni një djegës me gaz ose tharëse flokësh për të ngrohur produktin derisa të shkëlqejë lehtë dhe të bjerë produkti në ujë ose të ftohet në temperaturën e dhomës në një xhiro (tullë).
2 kapelë
E ke fjalën për tulla të zakonshme ndërtimi apo diçka të veçantë si balta e zjarrit?
kapelë 20-09-2005 10:12
Po, e shesin në çdo panair ndërtimi.
Gaz-shkumë-tulla bleva një bllok dhe sharra vetes çdo tullë që doja.
Unë përdor një pishtar gazi për pjekje.
E shesin edhe të rimbushur nga kanaçe më të lehta.
RREZE 27-09-2005 15:20
citate: Postuar fillimisht nga Anyman:Nga njëra anë, keni të drejtë. Por duke kujtuar që nga koha e stërvitjes se trajtimi me nxehtësi nuk është gjëja më e lehtë, sigurisht që do të konsultohesha me një termist ose do të shikoja në librin përkatës të referencës. Në fund të fundit, nëse me bakër gjithçka mund të jetë pak a shumë e paqartë, atëherë bronzi mund të jetë shumë i ndryshëm në përbërjen kimike dhe, në përputhje me rrethanat, përshtatshmërinë për trajtimin e nxehtësisë.
Për shembull, temperatura e pjekjes për tunxh:Tunxh L96: 540 - 600 gradë;
Tunxh L90 - L62: 600 - 700 gradë;Meqenëse njerëzit janë mbledhur këtu për të numëruar çdo kokërr pluhuri, atëherë gjithçka duhet të jetë e saktë.
-----------
Po... më sollën kaq shumë gëzhoja për analiza - kishte gjithnjë e më shumë L63...
L96 dhe L90 - edhe me ngjyra - BAKRI... gjithnjë e më shumë L63 dhe L65 dukej se përdoren gjithmonë për fishekë...
Çdo njeri 27-09-2005 20:00
Pra, në L96 ka 95-97% bakër, kjo është arsyeja pse ngjyra është bakri. Në L63 62-65%
tov_Mauser 14-10-2005 11:04
përbërësit: fishekë revolveri Naganov
mjetet: pincë, leckë, djegës me gaz në sobë
E lagim leckën dhe e shtrydhim, mbështjellim dorezat e pincës, e marrim mëngën nga pinca dhe e ngrohim në flakë në një kënd prej 45 (mundësisht në muzg - në mënyrë që të shihet shkëlqimi i metalit) , ngrohni qafën deri sa të kuqërremtë e zbehtë, më pas lëreni mëngën mënjanë që të ftohet. Kur nxehen, pincat masive heqin nxehtësinë nga baza e mëngës - e cila është qartë e dukshme nga mënyra se si ngrohet metali
Prodhimi është fishekë me cilësi të lartë që nuk çahen gjatë ringarkimit të përsëritur dhe rrotullimit/shfryrjes së armës
TRAJTIM NXEHTËSOR I BAKKRI DHE BRUNZI
Bakri.
Bakri përdoret për të prodhuar fletë, shirita dhe tela duke përdorur metodën e deformimit të ftohtë. Gjatë deformimit humbet plasticitetin dhe fiton elasticitet. Humbja e duktilitetit e bën të vështirë kalcinimin, hapjen dhe tërheqjen, dhe në disa raste e bën të pamundur përpunimin e mëtejshëm të metalit.
Për të hequr ngurtësimin ose forcimin dhe rivendosjen e vetive plastike të bakrit, pjekja e rikristalizimit kryhet sipas regjimit të mëposhtëm: ngrohja në një temperaturë prej 450-500 ° C me një shpejtësi 200-220 ° C / orë, koha e mbajtjes në varësi të konfigurimi dhe pesha e produktit nga 0.5 në 1.5 orë, ftohje në ajër të qetë. Struktura e metalit pas pjekjes përbëhet nga kristale të barabarta, forca σв = 190 MPa, zgjatim relativ δ = 22%.
Tunxh.
Një lidhje e bakrit dhe zinkut quhet bronz. Ekzistojnë tunxhë me dy përbërës (të thjeshtë), të përbërë vetëm nga bakri, zinku dhe disa papastërti, dhe tunxhet me shumë përbërës (të veçantë), në të cilët futen një ose më shumë elementë aliazh (plumb, silikon, kallaj) për t'i dhënë lidhjes së caktuar. vetitë.
Në varësi të metodës së përpunimit, bronzi me dy përbërës ndahet në bronz të farkëtuar dhe të derdhur.
Tunxhet me dy komponentë të deformueshëm (L96, L90, L80, L63, etj.) kanë duktilitet të lartë dhe mund të përpunohen lehtësisht me presion, ato përdoren për prodhimin e fletëve, shiritave, gypave, telave dhe shufrave të profileve të ndryshme;
Tunxh shkritore përdoret për derdhjen e pjesëve në formë. Në procesin e punës së ftohtë, bronzi me dy përbërës, si bakri, merr forcim, si rezultat i të cilit rritet forca dhe zvogëlohet duktiliteti. Prandaj, bronzi i tillë i nënshtrohet trajtimit të nxehtësisë - pjekjes së rikristalizimit sipas regjimit: ngrohje në 450-650 ° C, me një shpejtësi 180-200 ° C / orë, mbajtje për 1.5-2.0 orë dhe ftohje në ajër të qetë. Fortësia e tunxhit pas pjekjes σ Β = 240-320 MPa, zgjatja relative δ = 49-52%
Produktet prej bronzi me stres të lartë të brendshëm në metal janë të ndjeshëm ndaj plasaritjes. Kur ruhen në ajër për një kohë të gjatë, mbi to krijohen çarje gjatësore dhe tërthore. Për të shmangur këtë, produktet i nënshtrohen pjekjes në temperaturë të ulët në 250-300°C përpara ruajtjes afatgjatë.
Disponueshmëria në shumëkomponente(i veçantë)latuniah elementët aliazh (mangan, kallaj, nikel, plumb dhe silikon) u jep atyre forcë të shtuar, fortësi dhe rezistencë të lartë ndaj korrozionit në kushtet atmosferike dhe ujin e detit. Tunxhet e lidhur me kallaj kanë qëndrueshmërinë më të lartë në ujin e detit, për shembull LO70-1, LA77-2 dhe LAN59-3-2, të quajtur tunxh detar, ato përdoren kryesisht për prodhimin e pjesëve për anijet detare.
Sipas metodës së përpunimit, tunxhet speciale ndahen në tunxhë të farkëtuar dhe të derdhur. Tunxh i deformueshëm përdoret për të prodhuar produkte gjysëm të gatshme (fletë, tuba, shirit), susta, pjesë ore dhe instrumente. Bronzi me shumë komponentë shkritor përdoret për prodhimin e produkteve gjysëm të gatshme dhe pjesëve të formësuara me derdhje (helika, tehe, pajisje, etj.). Karakteristikat e kërkuara mekanike të bronzit të veçantë sigurohen nga trajtimi i nxehtësisë, mënyrat e të cilave janë dhënë në tabelë. Për të marrë kokrra të imta, para vizatimit të thellë, bronzi i deformueshëm për fletë, shirita, shirita i nënshtrohet pjekjes në një temperaturë prej 450-500 ° C.
Mënyrat e trajtimit të nxehtësisë për tunxh të veçantë *
|
Klasa e aliazhit |
Qëllimi i përpunimit |
Lloji i përpunimit |
Temperatura e ngrohjes, °C |
Kohëzgjatja, h |
|
Tunxh i deformueshëm |
||||
|
Heqja e ngurtësimit të ftohtë |
Rikristalizimi pjekja |
|||
|
Lehtësimin e stresit |
Pjekja e ulët |
|||
|
Tunxh shkritore |
||||
|
Lehtësimin e stresit |
Rikristalizimi pjekja e nxehtë |
|||
* Medium ftohës - ajër.
FORCIMI TERMIK I BRONZIT
Bronzi është një aliazh bakri me kallaj, plumb, silikon, alumin, berilium dhe elementë të tjerë. Sipas elementit kryesor aliazh, bronzet ndahen në kallaj dhe pa kallaj (të veçantë), dhe sipas vetive mekanike - në të farkëtuar dhe të derdhur.
E deformueshme kallaj bronzi notat Br.OF8-0.3, Br.OTs4-3, Br.OTsS4-4-2.5 prodhohen në formën e shufrave, shiritave dhe telit për susta. Struktura e këtyre bronzeve përbëhet nga një tretësirë α-ngurtë. Lloji kryesor i trajtimit termik të bronzeve është pjekja e lartë sipas regjimit: ngrohja në 600-650 ° C, mbajtja në këtë temperaturë për 1-2 orë dhe ftohja e shpejtë. Rezistenca pas pjekjes σ c - 350-450 MPa, zgjatja relative b = 18-22%, fortësia HB 70-90.
shkritore kallaj bronzi Markat Br.OTs5-5-5, Br.OSNZ-7-5-1, Br.OTsSZ, 5-7-5 përdoren për prodhimin e pjesëve kundër fërkimit (bushing, kushineta, astar, etj.). Bronzet e kallajit të derdhur pjeken në 540-550°C për 60-90 minuta.
Pa kallaj bronzi Br.5, Br.7, Br.AMts9-2, Br.KN1-3 dhe markat e tjera kanë forcë të lartë, veti të mira kundër korrozionit dhe kundër fërkimit. Ingranazhet, tufat, membranat dhe pjesë të tjera janë bërë nga këto bronz. Për të lehtësuar trajtimin me presion, bronzi homogjenizohet në 700-750°C, i ndjekur nga ftohja e shpejtë. Derdhjet me sforcime të brendshme pjeken në 550°C me një kohë mbajtjeje 90-120 minuta.
Më shpesh përdoret në industri dyshe - alumini bronzi notat Br.A5, Br.A7 dhe bronz, të lidhura gjithashtu me nikel, mangan, hekur dhe elementë të tjerë, për shembull Br.AZHN10-4-4. Këto bronz përdoren për tufa të ndryshme, fllanxha, sedilje udhëzuese, ingranazhe dhe pjesë të tjera të vogla që përjetojnë ngarkesa të rënda.
Bronzet e dyfishta të aluminit i nënshtrohen shuarjes dhe kalitjes sipas regjimit të mëposhtëm: ngrohje për shuarje në 880–900°C me shpejtësi 180–200°C/h, mbajtje në këtë temperaturë për 1,5–2 orë, ftohje në ujë; kalitje në 400-450°C për 90-120 minuta. Struktura e lidhjes pas shuarjes përbëhet nga martensit, pas kalitjes përbëhet nga një përzierje e hollë mekanike; forca bronzi σв = 550MPa, δ = 5%, fortësia HB 380–400.
Berilium bronzi Br.B2 është një aliazh i bakrit dhe beriliumit. Vetitë unike - fortësi dhe elasticitet i lartë me rezistencë kimike të njëkohshme, jomagnetike dhe aftësi për t'u ngurtësuar termikisht - e gjithë kjo e bën bronzin e beriliumit një material të domosdoshëm për prodhimin e sustave të orës dhe instrumenteve, membranave, kontakteve me elasticitet dhe pjesëve të tjera. Fortësia e lartë dhe vetitë jomagnetike bëjnë të mundur përdorimin e bronzit si mjet goditjeje (çekinë, daltë) që nuk prodhon shkëndija kur godet gurin dhe metalin. Ky mjet përdoret kur punoni në mjedise shpërthyese. Bronzi Br.B2 ngurtësohet në 800–820° C me ftohje në ujë, dhe më pas i nënshtrohet plakjes artificiale në 300–350° C. Në këtë rast, forca e lidhjes σ Β = 1300 MPa, fortësia HRC37–40.
FORTËSIM TERMIK I LIDHJEVE TË ALUMINIIT
E deformueshme alumini lidhjeve Ato ndahen në ato që nuk mund të forcohen nga trajtimi termik dhe ato që mund të forcohen. TE lidhjet e aluminit që nuk ngurtësohen përfshijnë lidhjet e markave AMts2, AMg2, AMgZ, të cilat kanë forcë të ulët dhe duktilitet të lartë; Ato përdoren për produktet e përftuara me tërheqje të thellë dhe forcohen nga trajtimi me presion të ftohtë (shtypja e ftohtë).
Lidhjet më të zakonshme janë e ngurtësueshme trajtim termik. Këto përfshijnë klasat e duraluminit D1, D16, D3P, të cilat përmbajnë alumin, bakër, magnez dhe mangan. Llojet kryesore të forcimit termik të duraluminit janë forcimi dhe plakja. Shuarja kryhet në 505-515°C me ftohje të mëvonshme në ujë të ftohtë. Plakja përdoret si natyrale ashtu edhe artificiale. Me plakjen natyrale, aliazhi plaket për 4-5 ditë, me plakje artificiale - 0,8-2,0 orë; temperatura e plakjes - jo më e ulët se 100-150 ° C; forca pas përpunimit σ Β = 490 MPa, 6 = 14%. Lidhjet D1 dhe D16 përdoren për prodhimin e pjesëve dhe elementeve të strukturave të ndërtimit, si dhe produkteve për avionë.
Avial (AV, AVT, AVT1) është një aliazh i deformueshëm që ka duktilitet, saldim dhe rezistencë më të lartë ndaj korrozionit sesa duralumini; i nënshtrohet ngurtësimit në ujë në 515-525 ° C dhe plakjes: lidhjet AB dhe AVT - natyrore, aliazh AVT1 - artificial në 160 ° C me ekspozim për 12-18 orë Aviacioni përdoret për prodhimin e fletëve, tubave, rotorit të helikopterit tehe etj.
Lidhjet e aluminit B95 dhe B96 me rezistencë të lartë (σ in = 550-700 MPa) kanë më pak duktilitet se duralumini. Trajtimi termik i këtyre lidhjeve konsiston në forcimin në 465-475°C me ftohje në ujë të ftohtë ose të nxehtë dhe plakje artificiale në 135-145°C për 14-16 orë kohë të gjatë në 100-200°C.
Lidhjet e falsifikuara të aluminit të klasave AK1, AK6, AK8 i nënshtrohen ngurtësimit në 500-575 ° C me ftohje në ujë të rrjedhshëm dhe plakje artificiale në 150-165 ° C me ekspozim për 6-15 orë; forca aliazh σ Β = 380-460 MPa, zgjatja relative δ = 7-10%.
shkritore alumini lidhjeve i quajtur silumi-nami. Lidhjet më të zakonshme të ngurtësueshme termike janë klasat AL4, AL6 dhe AL20 Derdhjet nga lidhjet AL4 dhe AL6 ngurtësohen në 535-545 ° C me ftohje në ujë të nxehtë (60-80 ° C) dhe i nënshtrohen plakjes artificiale në 175 ° C. 2-3 orë; pas trajtimit termik σ = 260 MPa, δ = 4-6%, fortësia HB 75-80. Për të lehtësuar sforcimet e brendshme, derdhjet nga këto aliazhe kalohen në 300°C për 5-10 orë me ftohje në ajër. Lidhjet rezistente ndaj nxehtësisë të klasave AL 11 dhe AL20, të përdorura për prodhimin e pistonëve, kokave të cilindrave, furrave të bojlerit që funksionojnë në 200-300 ° C, i nënshtrohen forcimit (ngrohja në 535-545 ° C, duke mbajtur në këtë temperaturë për 3 -6 orë dhe ftohje në ujë të rrjedhshëm), si dhe stabilizim i kalitjes në 175-180 ° C për 5-10 orë; pas trajtimit termik σ =300-350 MPa, δ=3-5%.
TRAJTIMI NË NXEHTËSIM I LIDHJEVE TË MAGNEZIT DHE TITANIT
Lidhjet e magnezit.
Elementet kryesore në lidhjet e magnezit (përveç magnezit) janë alumini, zinku, mangani dhe zirkonium. Lidhjet e magnezit ndahen në lidhje të farkëtuara dhe të derdhura.
E deformueshme magnezi lidhjeve notat MA1, MA8, MA14 i nënshtrohen forcimit termik sipas regjimit të mëposhtëm: ngrohje për forcim në 410-415° C, mbajtje për 15-18 orë, ftohje në ajër dhe plakje artificiale në 175° C për 15-16 orë; pas trajtimit termik σ Β = 320~430 MPa, δ = 6-14%. Lidhjet MA2, MAZ dhe MA5 nuk i nënshtrohen trajtimit termik; ato përdoren për prodhimin e fletëve, pllakave, profileve dhe falsifikimeve.
Përbërja kimike shkritoret magnezi lidhjeve (ML4, ML5, ML12, etj.) është afër përbërjes së lidhjeve të farkëtuara, por duktiliteti dhe forca e lidhjeve të derdhura është shumë më e ulët. Kjo është për shkak të strukturës së përafërt të derdhjes së lidhjeve.
Një tipar i lidhjeve të magnezit është shkalla e ulët e proceseve të difuzionit (transformimet fazore ndodhin ngadalë), gjë që kërkon një kohë të gjatë njomjeje për ngurtësim dhe plakje. Për këtë arsye, ngurtësimi i lidhjeve është i mundur vetëm në ajër. Plakja e lidhjeve të derdhura të magnezit kryhet në 200-300 ° C; për forcim ato nxehen në 380-420 ° C; pas ngurtësimit dhe plakjes σ në = 250-270 MPa.
Lidhjet e magnezit mund të përdoren si rezistente ndaj nxehtësisë, të afta të funksionojnë në temperatura deri në 400° C. Për shkak të forcës së tyre specifike të lartë, lidhjet e magnezit përdoren gjerësisht në industrinë e aviacionit, raketave, automobilave dhe elektrike. Një disavantazh i madh i lidhjeve të magnezit është rezistenca e tyre e ulët ndaj korrozionit në një atmosferë të lagësht.
Lidhjet e titanit.
Titani është një nga materialet më të rëndësishme strukturore moderne; ka forcë të lartë, pikë të lartë shkrirjeje (1665° C), densitet të ulët (4500 kg/m 3) dhe rezistencë të lartë ndaj korrozionit edhe në ujin e detit. Bazuar në titan, formohen lidhje me rezistencë të lartë që përdoren gjerësisht në aviacion dhe raketa, inxhinieri energjetike, ndërtimin e anijeve, industrinë kimike dhe fusha të tjera të industrisë. Aditivët kryesorë në lidhjet e titanit janë alumini, molibdeni, vanadiumi, mangani, kromi, kallaji dhe hekuri.
Lidhjet e titanit të klasave VT5, VT6-S, VT9 dhe VT16 i nënshtrohen pjekjes, ngurtësimit dhe plakjes. Produktet gjysëm të gatshme (shufra, falsifikime, tuba) nga një aliazh shtesë i lidhur me kallaj (VT5-1) i nënshtrohen pjekjes së rikristalizimit në 700-800°C për të hequr ngurtësimin. Lidhjet e fletëve të titanit janë pjekur në 600-650° C. Kohëzgjatja e pjekjes për farkëtimet, shufrat dhe tubacionet është 25-30 minuta, për fletët - 50-70 minuta.
Pjesët me ngarkesë të lartë të bëra nga aliazh VT14, që funksionojnë në një temperaturë prej 400°C, ngurtësohen me plakjen e mëvonshme sipas regjimit vijues: temperatura e ngurtësimit 820-840°C, ftohja në ujë, vjetërimi në 480-500°C për 12- 16 orë; pas ngurtësimit dhe plakjes: σ in = 1150-1400 MPa, 6 = 6-10%, fortësia HRC56-60.