Cum să temperați alama acasă. Recoacerea, întărirea și tratamentul termic al alamei. Recoacerea pentru a elimina stresul intern
Sunteți interesat de recoacere, călire și tratament termic alamă? Furnizorul Evek GmbH oferă să cumpere alamă la preț accesibil V gamă largă. Vom asigura livrarea produselor în orice punct de pe continent. Pretul este optim.
Alegerea tehnologiei
Tipurile de tratament termic al alamei sunt determinate de procentul de zinc din aliaj, precum și de tipul diagramei de fază, de ce tip de alamă îi aparține aliajul - monofazat sau bifazat. Furnizorul Evek GmbH oferă să cumpere produse din alamă laminată de producție internă și străină la un preț accesibil într-o gamă largă. Vom asigura livrarea produselor în orice punct de pe continent. Pretul este optim.
Tratament termic al alamelor monofazate (simple).
Pentru astfel de soiuri se utilizează recristalizare sau recoacere convențională. Scopul este ameliorarea tensiunilor interne care pot apărea în timpul deformării plastice a materialului. Modul de recoacere depinde de concentrația de zinc din aliaj: odată cu creșterea acestui parametru, temperatura necesară de tratament termic scade, dar nu mai mult de 300 °C. Eficiența recoacirii depinde de dimensiunea finală a granulelor din microstructură. Ele sunt instalate conform citirilor unui microscop metal-instrumental sau conform structurilor de referință, care sunt date în GOST 5362.
Atmosferă de recoacere
Nu se recomandă efectuarea tratamentului termic într-o atmosferă normală care conține cantități semnificative de oxigen. Acest lucru duce la o scădere neuniformă a mărimii granulelor, iar petele de oxid sunt vizibile clar pe suprafața aliajului, care trebuie îndepărtate prin gravarea aliajului într-o soluție de acid ortofosforic sau dicromat de potasiu. Mai mult metoda eficienta tratamentul termic este recoacerea în vid sau utilizarea unei atmosfere protectoare gaze inerte. În același timp, consumul de zinc este redus.
Tratament termic al alamelor bifazate
Alama multifazica se obtine prin adaugarea altor elemente de aliere decat zinc - fier, aluminiu, plumb, etc. Fiecare calitate de alama are propria sa temperatura de recoacere de recristalizare. Cele mai frecvent utilizate moduri sunt:
Cumpără. Furnizor, pret
Sunteți interesat de recoacerea, întărirea și tratamentul termic al alamei? Furnizorul Evek GmbH oferă să cumpere alamă la prețul producătorului. Vom asigura livrarea produselor în orice punct de pe continent. Pretul este optim. Vă invităm la cooperarea partenerilor.
Recoacerea pieselor din otel
Pentru a facilita prelucrarea mecanică sau plastică a unei piese din oțel, duritatea acesteia este redusă prin recoacere. Așa-numita recoacere completă constă în faptul că piesa sau piesa de prelucrat este încălzită la o temperatură de 900 ° C, menținută la această temperatură pentru un timp necesar pentru a o încălzi pe întreg volumul său și apoi încet (de obicei împreună cu cuptorul). ) răcit la temperatura camerei.
Tensiunile interne care apar în piesă în timpul prelucrării sunt îndepărtate prin recoacere la temperatură joasă, în care piesa este încălzită la o temperatură de 500-600°C și apoi răcită împreună cu cuptorul. Pentru a reduce tensiunile interne și a reduce ușor duritatea oțelului, se utilizează recoacere incompletă - încălzire la 750-760 ° C și răcire lentă (de asemenea, împreună cu cuptorul).
Recoacerea este utilizată și atunci când întărirea nu reușește sau când este necesară supraîncălzirea unei scule pentru prelucrarea unui alt metal (de exemplu, dacă un burghiu de cupru trebuie supraîncălzit pentru a găuri fonta). În timpul recoacerii, piesa este încălzită la o temperatură puțin sub temperatura necesară pentru întărire și apoi se răcește treptat în aer. Ca rezultat, piesa călită devine din nou moale și susceptibilă de prelucrare.
Cuprul este, de asemenea, supus unui tratament termic. În acest caz, cuprul poate fi făcut fie mai moale, fie mai dur. Cu toate acestea, spre deosebire de oțel, cuprul este întărit prin răcirea lentă în aer, iar cuprul devine moale prin răcirea rapidă în apă. Dacă o sârmă sau un tub de cupru este încălzit în roșu (600°C) pe foc și apoi scufundat rapid în apă, cuprul va deveni foarte moale. După ce a dat forma dorită produsul poate fi încălzit din nou la foc la 400 ° C și lăsat să se răcească în aer. Sârma sau tubul va deveni apoi solid. Dacă este necesar să îndoiți tubul, acesta este umplut strâns cu nisip pentru a evita aplatizarea și crăparea.
Recoacerea alamei îi crește ductilitatea. După recoacere, alama devine moale, se îndoaie ușor, se întinde și se întinde bine. Pentru recoacere, se încălzește la 600 ° C și se lasă să se răcească în aer la temperatura camerei.
Recoacerea și întărirea duraluminiului
Recoacerea duraluminiului se efectuează pentru a reduce duritatea acestuia. Piesa sau piesa de prelucrat este încălzită la aproximativ 360°C, ca în timpul călirii, ținută o perioadă de timp și apoi răcită în aer. Duritatea duraluminiului recoaptă este aproape jumătate față de duraluminiul întărit.
Aproximativ temperatura de încălzire a unei piese din duraluminiu poate fi determinată astfel: La o temperatură de 350-360°C, o așchie de lemn, care este trecută de-a lungul suprafeței fierbinți a piesei, se carbonizează și lasă o urmă întunecată. Temperatura piesei poate fi determinată destul de precis folosind o bucată mică (de dimensiunea unui cap de chibrit) de folie de cupru, care este plasată pe suprafața sa. La o temperatură de 400°C, deasupra foliei apare o mică flacără verzuie.
Duraluminul recoapt are duritate scăzută; poate fi ștanțat și îndoit de două ori fără teama de fisuri.
întărire. Duraluminul poate fi întărit. La întărire, piesele din acest metal sunt încălzite la 360-400°C, ținute ceva timp, apoi scufundate în apă la temperatura camerei și lăsate acolo până se răcesc complet. Imediat după aceasta, duraluminiul devine moale și flexibil, ușor îndoit și forjat. Dobândește duritate crescută după trei până la patru zile. Duritatea (și, în același timp, fragilitatea) crește atât de mult încât nu poate rezista la îndoirea la un unghi mic.
Duraluminul capătă cea mai mare rezistență după îmbătrânire. Îmbătrânirea la temperatura camerei se numește naturală, iar la temperaturi ridicate- artificială. Rezistența și duritatea duraluminiului proaspăt întărit, lăsat la temperatura camerei, crește în timp, atingând cel mai înalt nivel după cinci până la șapte zile. Acest proces se numește îmbătrânire cu duralumin.
<<<Назад
Lipirea sau sudarea aluminiului? Care este diferența și care este mai bună?
Mai întâi, să ne uităm la definiții. Sudarea este procesul de producere a îmbinărilor all-in-one prin stabilirea legăturilor interatomice. Lipirea este procesul de îmbinare a metalelor în stare încălzită prin topirea unui aliaj, topirea lipiturii, cum ar fi metalele care se îmbină.
Cu alte cuvinte, la sudare, marginile pieselor sudate sunt topite și apoi înghețate. La lipire, metalul obișnuit este încălzit doar la o anumită temperatură, iar îmbinarea este realizată prin difuzia la suprafață și reacția chimică a lipitului și a metalelor topite.
Deci, care este mai bine, lipirea sau sudarea aluminiului?
Pentru a răspunde la această întrebare, luați în considerare principalele metode de lipire și sudare a aliajelor de aluminiu, avantajele și dezavantajele acestora.
Sudarea aluminiului.
Patru tipuri de sudare sunt cele mai frecvent utilizate la sudarea aluminiului:
1. Sudura cu electrozi sau TIG. Ca electrod care nu consumă, wolfram este utilizat cu aditivi speciali de aliaj (lantan, ceriu etc.).
Prin acest electrod apare un arc electric, care topește metalul. Sârma de sudură este alimentată manual de bazinul de sudură. Întregul proces este foarte asemănător cu sudarea convențională cu gaz, doar că metalul este încălzit nu prin arderea unei torțe, ci printr-un arc electric într-un mediu de protecție. O astfel de sudare se realizează exclusiv în atmosferă de argon sau heliu sau amestecuri ale acestora.
Există o diferență între sudarea cu argon și heliu? Mânca. Concluzia este că heliul oferă un arc de ardere mai compact și, prin urmare, o penetrare mai profundă și mai eficientă a metalelor de bază. Heliul este mai scump și consumul său este mult mai mare decât cel de argon. În plus, heliul este foarte lichid, ceea ce creează probleme suplimentare în timpul producției, transportului și depozitării.
Prin urmare, se recomandă folosirea acestuia ca gaz de protecție numai la sudarea pieselor mari unde este necesară fuziunea profundă și eficientă a marginilor de sudură. În practică, heliul este rar folosit ca gaz inert, deoarece în argon se poate obține aproape același efect de penetrare, ceea ce nu face decât să mărească curentul de sudare. Sudarea TIG a aluminiului are ca rezultat, în general, curent alternativ.
De ce cu curent alternativ? Este vorba despre oxid de aluminiu, din care o cantitate mică este inevitabil prezentă în toate tipurile de sudare. Faptul este că punctul de topire al aluminiului este de aproximativ 660 de grade. Punctul de topire al oxidului de aluminiu este 2060. Prin urmare, oxidul de aluminiu nu se poate topi într-o sudură - temperatura nu este suficientă.
Și nu va exista un manual pentru oxid de sudură de înaltă calitate. Ce să fac? Venitul provine din polaritatea feedback-ului, care are o caracteristică foarte interesantă pentru curățarea cusăturii de impuritățile inutile. Această proprietate se numește „dispersie catodică”. Cu toate acestea, curentul de sudare cu polaritate inversă are o putere de topire foarte scăzută. Prin urmare, arcul conține, de asemenea, componente de curent cu polaritate dreaptă, care sunt proiectate să fie insensibile, dar metale topite.
Iar schimbul de curent polar direct și invers este un curent alternativ, care combină atât proprietățile de curățare, cât și cele de topire.
2. Sudarea cu electrozi consumabili sau sudarea semiautomată (sudura MIG). Toate acestea se aplică acestui tip de sudare cu singura diferență că, de regulă, singura „curățare” permanentă este înlocuirea polilor fluxurilor de arc și nu trece prin electrodul de tungsten și direct prin sârma de sudură topit în timpul sudare.
Pentru sudare se folosește o mașină semi-automată obișnuită, dar cu cerințe mai mari de alimentare a sârmei. Acest tip de sudare se caracterizează printr-o productivitate ridicată.
Sudarea manuală cu arc cu electrozi acoperiți (sudare MMA). Este folosit pentru sudarea pieselor dure cu o grosime de 4 mm sau mai mult. Se aplică pentru curgerea polarității inverse și are o cusătură de proastă calitate.
4. Sudarea cu gaz a aluminiului. Poate fi folosit doar pe un număr limitat de aliaje de aluminiu, care se caracterizează printr-o calitate teribilă a sudurii. Acest lucru este foarte dificil și nu este accesibil oricărui muritor.
În practică, acest lucru nu este aproape niciodată folosit.
Lăsând doar sudarea exotică (sudura prin frecare, sudarea prin explozie și plasmă), calitatea îmbinării sudate și prevalența acesteia sunt cu mult înaintea formei, sudarea cu arc cu argon AC.
Permite sudarea aliajelor de aluminiu pur, duraluminiu, silan etc., de la câțiva milimetri până la câțiva centimetri. În plus, este cel mai economic și singurul posibil pentru sudarea nucleară și alte aliaje de aluminiu.
Lipirea aluminiului
De obicei separă tipul de lipire la temperatură joasă (lipire cu îmbinări moi) și tipul de lipire la temperatură înaltă (lipire).
Lipirea lipiturii moale din aluminiu se face de obicei cu un fier de lipit obișnuit și poate fi folosită ca lipitură specială pentru aluminiu cu conținut ridicat de zinc și lipire obișnuită cu plumb-staniu. Principala problemă cu acest tip de lipire este lupta împotriva oxidului ușor de aluminiu. Pentru a o neutraliza, este necesar să se utilizeze diverse tipuri de fluxuri, grăsimi de lipit și tipuri speciale de lipire. În unele cazuri, suprafața aluminiului este placată cu un strat subțire de cupru, care este deja lipit cu lipirea tradițională.
Cu toate acestea, utilizarea acoperirilor galvanice este departe de a fi fezabilă din punct de vedere tehnologic și fezabilă din punct de vedere economic. În orice caz, lipirea aliajelor de aluminiu la temperaturi scăzute este destul de dificilă, iar calitatea îmbinărilor de lipit este de obicei mai mare decât media. În plus, datorită eterogenității metalelor, îmbinarea lipită este susceptibilă la coroziune și trebuie întotdeauna acoperită cu lac sau vopsea. Lipirea îmbinărilor moi nu poate fi utilizată pe sistemele încărcate.
În special, nu trebuie folosit pentru repararea radiatoarelor de aer condiționat, dar poate fi folosit pentru repararea motoarelor radiatoarelor.
Lipirea aluminiului la temperaturi ridicate. La lipirea radiatoarelor din aluminiu în fabrici, se folosește lipirea. Caracteristica sa este că punctul de topire al lipitului este doar cu 20-40 de grade sub punctul de topire al metalului în sine. Această lipire implică de obicei o pastă specială la temperatură înaltă (cum ar fi nylonul) utilizată pentru lipire și apoi sinterizată în cuptoare speciale într-un mediu de gaz protector.
Acest proces de lipire se caracterizează prin rezistență ridicată și rezistență scăzută la coroziune a îmbinărilor rezultate, deoarece lipirea este utilizată ca o compoziție aproape de metalul de bază. Acest tip de lipit este ideal pentru produsele cu pereți subțiri, dar tehnologia sa este destul de complexă și complet inutilă pentru reparații.
Al doilea tip de lipire de aluminiu la temperatură înaltă este brazarea cu flacără de gaz.  Ca lipire sunt utilizate tije autofiletante speciale (de exemplu, HTS 2000, Castolin 21 F etc.).
Ca lipire sunt utilizate tije autofiletante speciale (de exemplu, HTS 2000, Castolin 21 F etc.).
Pentru încălzire se utilizează acetilena, propanul și, de preferință, o flacără de hidrogen (hidroliză). Tehnologia de aici este următoarea. Mai întâi, flacăra pistolului încălzește metalul, iar apoi fierul de lipit este umplut cu grijă în zona de lipit. Când tija se topește, flacăra este îndepărtată. Punctul de topire al tijei nu este cu mult mai mic decât temperatura plăcii de bază, așa că trebuie încălzită bine pentru a preveni îndepărtarea acesteia.
Trebuie menționat că acest tip de lipit este foarte, foarte scump și poate costa până la 300 USD. pentru 1 kilogram. De obicei, este folosit pentru reparații locale.
Deci care este mai bun?
Baker se topește acasă: pas cu pas, video
Lipirea sau sudarea aluminiului Acum putem răspunde la această întrebare. Dacă grosimea metalelor este mai mare de 0,2-0,3 mm, atunci utilizați sudarea cu arc cu argon. În special, sudarea cu argon a emițătoarelor simple de balsam de tip fagure, tăvi, aripi, suporturi, jante din aliaj, mecanism de direcție, cap motor etc. Sudura rezultată. Este o legătură monolitică, rezistentă chimic și puternică.
Dacă grosimea metalelor este mai mică de 0,2-0,3 mm, este mai bine să utilizați lipirea la temperatură înaltă a aluminiului. În primul rând, este folosit pentru lipirea radiatoarelor cu perete subțire de tip fagure de la motor, care este foarte greu de băut cu argon. Lipirea moale la temperaturi mai scăzute este mai bună, dacă nu este folosită deloc, deoarece aceste îmbinări sunt mult mai slabe și mai puțin rezistente chimic.
În plus, fluxurile acide utilizate în lipirea la temperatură scăzută pot distruge atât metalele obișnuite, cât și îmbinările de lipit într-un timp relativ scurt.
Cele mai comune metale nu pot fi întărite prin tratament termic. Cu toate acestea, aproape toate metalele sunt întărite – într-o anumită măsură – prin forjare, laminare sau îndoire. Aceasta se numește întărire la rece sau întărire a metalului.
Recoacerea este un tip de tratament termic pentru a înmuia metalul care a devenit întărit, astfel încât să poată continua să fie prelucrat la rece.
Prelucrare la rece: cupru, plumb și aluminiu
Metalele obișnuite variază foarte mult în ceea ce privește gradul și rata de întărire prin deformare - întărire la rece sau întărire la rece.
Cuprul se întărește destul de repede ca urmare a forjarii la rece și, prin urmare, își reduce rapid maleabilitatea și ductilitatea. Prin urmare, cuprul necesită recoacere frecventă, astfel încât să poată fi prelucrat în continuare fără riscul de distrugere.
Pe de altă parte, plumbul poate fi ciocănit în aproape orice formă fără recoacere sau riscul de a-l rupe.
Plumbul are o astfel de rezervă de ductilitate care îi permite să obțină deformații plastice mari cu un grad foarte scăzut de întărire la deformare. Cu toate acestea, deși cuprul este mai dur decât plumbul, este în general mai maleabil.
Aluminiul poate rezista la o cantitate destul de mare de deformare plastică prin formarea cu ciocan sau laminare la rece înainte de a fi necesar să fie recoaptă pentru a-și restabili proprietățile ductile.
Aluminiul pur se întărește mult mai lent decât cuprul, iar unele aliaje de aluminiu sunt prea dure sau fragile pentru a permite o întărire multă.
Prelucrare la rece a fierului și oțelului
Fierul industrial pur poate fi prelucrat la rece până la grade mari de deformare înainte de a deveni prea dur pentru prelucrare ulterioară.
Impuritățile din fier sau oțel afectează prelucrabilitatea la rece a metalului într-o asemenea măsură încât majoritatea oțelurilor nu pot fi prelucrate la rece, cu excepția, desigur, a oțelurilor speciale cu conținut scăzut de carbon pentru industria auto. În același timp, aproape tot oțelul poate fi prelucrat cu succes plastic în stare roșie.
De ce este necesară recoacerea metalelor?
Natura exactă a procesului de recoacere la care este supus metalul depinde în mare măsură de scopul metalului recoapt.
Există o diferență semnificativă în metoda de recoacere între recoacerea în fabrici unde sunt produse cantități uriașe de tablă de oțel și recoacerea într-un mic atelier de reparații auto, unde doar o singură piesă necesită o astfel de prelucrare.
Pe scurt, prelucrarea la rece este o deformare plastică prin distrugerea sau deformarea structurii granulare a metalului.
În timpul recoacerii, un metal sau aliaj este încălzit la o temperatură la care are loc recristalizarea - formarea de boabe noi - nedeformate și rotunde - în loc de boabe vechi - deformate și alungite. Apoi metalul este răcit la o viteză dată. Cu alte cuvinte, cristalelor sau boabelor din metal care au fost deplasate sau deformate în timpul lucrului plastic la rece au posibilitatea de a se realiniază și de a reveni la starea lor naturală, dar la o temperatură de recoacere ridicată.
Recoacerea fierului și oțelului
Fierul și oțelurile moale trebuie încălzite la temperaturi de aproximativ 900 de grade Celsius și apoi lăsate să se răcească lent pentru a se asigura că sunt cât mai „moale” posibil.
În același timp, se iau măsuri pentru a preveni contactul metalului cu aerul pentru a evita oxidarea suprafeței acestuia. Când acest lucru se face într-un mic atelier de reparații auto, se folosește nisip cald pentru aceasta.
Oțelurile cu conținut ridicat de carbon necesită o prelucrare similară, cu excepția faptului că temperatura de recoacere pentru ele este mai mică și este de aproximativ 800 de grade Celsius.
Recoacerea cuprului
Cuprul este recoapt la aproximativ 550 de grade Celsius, când cuprul este încălzit până la o culoare roșu intens.
Odată încălzit, cuprul este răcit în apă sau lăsat să se răcească încet în aer. Viteza de răcire a cuprului după încălzirea la temperatura de recoacere nu afectează gradul de „moliciune” a acestui metal obținut. Avantajul răcirii rapide este că curăță metalul de depuneri și murdărie.
Recoacerea aluminiului
Aluminiul este recoacet la o temperatură de 350 de grade Celsius.
Tratament termic al aliajelor neferoase
În fabrici acest lucru se face în cuptoare adecvate sau în băi de sare. În atelier, aluminiul este recoacet cu o torță cu gaz. Ei spun că în acest caz o așchie de lemn este frecată pe suprafața metalului încălzit.
Când lemnul începe să lase urme negre, înseamnă că aluminiul a primit recoacerea. Uneori se folosește un săpun în loc de lemn: atunci când săpunul începe să lase urme maro, încălzirea trebuie oprită. Aluminiul este apoi răcit în apă sau lăsat să se răcească în aer.
Recoacerea zincului
Zincul devine din nou maleabil la temperaturi cuprinse între 100 și 150 de grade Celsius.
Aceasta înseamnă că poate fi recoaptă în apă clocotită. Zincul trebuie prelucrat cât este fierbinte: când se răcește, își pierde mult din maleabilitatea.
Cuprul este utilizat pe scară largă la fabricarea de produse în diverse scopuri: vase, conducte, dispozitive de distribuție electrică, echipamente chimice etc. Varietatea utilizărilor cuprului este asociată cu proprietățile sale fizice speciale.
Cuprul are o conductivitate electrică și termică ridicată și este rezistent la coroziune. Densitatea cuprului este de 8,93 N/cm3, punctul de topire este de 1083°C, punctul de fierbere este de 2360°C.
Dificultăţile în sudarea cuprului se datorează proprietăţilor sale fizice şi chimice4. Cuprul este predispus la oxidare cu formarea de oxizi refractari, absorbția gazelor de către metalul topit, are o conductivitate termică ridicată și un coeficient semnificativ de dilatare liniară atunci când este încălzit.
Tendința la oxidare necesită utilizarea unor fluxuri speciale în timpul sudării care protejează metalul topit de oxidare și dizolvă oxizii rezultați, transformându-i în zgură.
Conductivitatea termică ridicată necesită utilizarea unei flăcări mai puternice decât la sudarea oțelului. Sudabilitatea Cu depinde de puritatea sa; Conținutul de rg, în funcție de gradul de Cu, variază de la 0,02 la 0,15%, III și Pb dau fragilitate cuprului și fragilitate roșie Prezența oxigenului în Cu sub formă de oxid de cupru Cu20 determină formarea de straturi fragile de metal. si fisuri care apar in zona termica influenta.
Oxidul de cupru formează un eutectic cu punct de topire scăzut cu cuprul, care are un punct de topire mai scăzut. Eutecticul se stabilește în jurul boabelor de cupru și astfel slăbește legătura dintre boabe.
Procesul de sudare a cuprului este influențat nu numai de oxigenul dizolvat în cupru, ci și de oxigenul absorbit din atmosferă. În acest caz, împreună cu oxidul de cupru CuO, se formează oxidul de cupru CuO. La sudare, ambii acești oxizi îngreunează sudarea cu gaz și trebuie îndepărtați folosind flux.
Hidrogenul și monoxidul de carbon afectează negativ, de asemenea, procesul de sudare cu Cu.
Ca urmare a interacțiunii lor cu oxidul de cupru CuO, se formează vapori de apă și dioxid de carbon, care formează pori în metalul de sudură. Pentru a evita acest fenomen, sudarea cuprului trebuie efectuată cu o flacără strict normală. Cu cat Si-ul este mai pur si cu cat contine mai putine 0-2, cu atat sudeaza mai bine.
Conform GOST 859-78, industria produce clase de cupru M1r, M2r MZr, care are un conținut redus de Oa- (până la 0,01%), pentru fabricarea structurilor sudate.
În sudarea cu gaz C, îmbinările cap la cap și colțurile sunt folosite îmbinările în T și îmbinările suprapuse nu dau rezultate bune.
Înainte de sudare, marginile sudate trebuie curățate de murdărie, ulei, oxizi și alți contaminanți într-o zonă de cel puțin 30 mm de locul de sudare. Zonele de sudura se curata manual sau mecanic cu perii de otel. Sudarea cuprului cu o grosime de până la 8 mm se realizează fără tăierea marginilor, iar cu o grosime de peste 3 mm, este necesară o tăiere în formă de X a marginilor la un unghi de 45° pe fiecare parte a îmbinării. Tocimea face ca acesta să fie egal cu 0,2 din grosimea metalului sudat. Datorită fluidității crescute a cuprului în stare topită, foile subțiri sunt sudate cap la cap fără un spațiu, iar foile de peste 6 mm sunt sudate pe suporturi de grafit și carbon.
Puterea flăcării de sudură la sudarea cuprului cu grosimea de până la 4 mm este selectată pe baza consumului de acetilenă de 150-175 dm3/h la 1 mm grosime a metalului care se sudează pentru o grosime de până la 8-10 mm; puterea este crescută la 175-225 dm8/h.
Pentru grosimi mari se recomanda sudarea cu doua pistolete - una pentru incalzire si alta pentru sudare. Pentru a reduce disiparea căldurii, sudarea se realizează pe un suport de azbest. Pentru a compensa pierderile mari de căldură datorate îndepărtării în zona afectată de căldură, se utilizează încălzirea prealabilă și concomitentă a marginilor sudate.
Marginile se incalzesc cu unul sau mai multe arzatoare.
Flacăra pentru sudarea C este aleasă strict normală, deoarece flacăra de oxidare provoacă oxidare puternică, iar cu o flacără de cementare apar pori și fisuri. Flacăra trebuie să fie moale și ar trebui să fie îndreptată la un unghi mai mare decât la sudarea oțelului. Sudarea se efectuează într-o zonă de recuperare, distanța de la capătul miezului până la metalul care este sudat este de 3-6 mm.
În timpul procesului de sudare, metalul încălzit trebuie protejat de flacără în orice moment. Sudarea se realizează folosind atât metodele din stânga, cât și din dreapta, cu toate acestea, metoda potrivită este cea mai preferabilă atunci când sudăm cuprul. Sudarea se realizează la viteză maximă fără întreruperi.
Sudarea se realizează în sus. Unghiul de înclinare al muștiucului pistoletului față de produsul sudat este de 40-50°, iar firul de umplere este de 30-40°. La realizarea cusăturilor verticale, unghiul de înclinare al muștiucului pistoletului este de 30° și sudarea se efectuează de jos în sus. La sudarea cuprului, nu se recomandă fixarea pieselor cu chinuri. Cusăturile lungi sunt sudate în stare liberă folosind o metodă inversă.
Sudarea cu gaz a cuprului se realizează într-o singură trecere.
Compoziția sârmei de umplere are o mare influență asupra procesului de sudare cu gaz. Pentru sudare, tije și sârmă în conformitate cu GOST 16130-72 din următoarele grade sunt utilizate ca aditivi: M1, MSr1, MNZH5-1, MNZHKT5-1-0.2-0.2.
Eroare 503 Serviciu indisponibil
Sârma de sudură MSr1 conține 0,8-1,2% argint. Diametrul firului de umplutură este selectat în funcție de grosimea metalului care se sudează și se ia egal cu 0,5-0,75 8, unde 5 este grosimea metalului, mm, dar nu mai mult de 8 mm.
Sârma de sudură trebuie să se topească fără probleme, fără stropire. Este de dorit ca temperatura de topire a firului de umplutură să fie mai mică decât temperatura de topire a metalului de bază. Pentru a proteja Cu de oxidare, precum și pentru a deoxida și îndepărta oxizii rezultați în zgură, sudarea se efectuează cu flux. Fluxurile sunt fabricate din oxizi și săruri de bor și sodiu. Fluxurile pentru sudarea Cu se folosesc sub formă de pulbere, pastă și sub formă gazoasă. Fluxurile nr. 5 și 6, care conțin săruri de acid fosforic, trebuie folosite la sudarea cu sârmă care nu conține fosfor și deoxidanți de siliciu.
Sudarea Si poate fi efectuată și folosind fluxul gazos BM-1 în acest caz, vârful pistolului trebuie mărit cu un număr pentru a reduce viteza de încălzire și a crește puterea flăcării de sudare. La utilizarea fluxului gazos se folosește instalația KGF-2-66. Fluxul sub formă de pulbere este presărat pe locul de sudare 40-50 mm pe ambele părți ale axei de sudare. Fluxul sub formă de pastă se aplică pe marginile metalului care se sudează și pe tija de umplutură. Resturile de flux sunt îndepărtate prin spălarea cusăturii cu o soluție 2% de acid azotic sau sulfuric.
Pentru a îmbunătăți proprietățile mecanice ale metalului depus și a crește densitatea și.
Pentru a asigura plasticitatea sudurii, se recomandă forjarea metalului de sudură după sudare. Piesele de până la 4 mm grosime sunt forjate în stare rece și cu grosime mai mare - atunci când sunt încălzite la o temperatură de 550-600°C.
Îmbunătățirea suplimentară a cusăturii după forjare este asigurată prin tratament termic - încălzire la 550-600°C și răcire în apă. Produsele care urmează a fi sudate sunt încălzite cu o pistoletă de sudură sau într-un cuptor. După recoacere, metalul sudat devine dur.
⇐ Anterior27282930313233343536Următorul ⇒
Data publicării: 26-01-2015; Citește: 455 | Încălcarea drepturilor de autor ale paginii
studopedia.org - Studopedia.Org - 2014-2018 (0,001 s)...
Acasă>>Sudarea metalelor neferoase>>Sudarea cuprului și oțelului
Sudarea cuprului și a aliajelor acestuia cu oțel. Cum se sudează cuprul și oțelul?
În practică, sudarea cuprului și a oțelului se realizează cel mai adesea în îmbinările cap la cap. În funcție de natura structurii, cusăturile într-o astfel de conexiune pot fi exterioare sau interne.
Pentru sudarea alamei pe oțel, sudarea cu gaz este cea mai potrivită, iar pentru sudarea cuprului roșu pe oțel, sudarea cu arc electric cu electrozi metalici.
Rezultate bune se obțin și la sudarea cu electrozi de carbon sub un strat de flux și sudarea cu gaz sub arc scufundat BM-1. Adesea, în practică, sudarea cu gaz a alamei la oțel se realizează folosind cuprul ca material de umplutură.
Pregătirea muchiilor sudate cu aceeași grosime a metalelor neferoase și a oțelului se realizează în același mod ca la sudarea metalelor feroase.
Sudarea tablelor cu grosimea mai mica de 3 mm se realizeaza fara taiere, iar tablele incepand de la 3 mm sunt sudate cu margini tesite.
Dacă marginile nu sunt teșite suficient sau dacă există contaminare la capetele pieselor care sunt sudate, nu se poate obține o bună penetrare. Pe baza acestui lucru, la sudarea pieselor de grosimi mari în care este realizată o canelură în formă de X, tocirea nu trebuie făcută.
Sudarea cuprului cu oțel este o sarcină complexă, dar destul de fezabilă pentru suprafața și sudarea, de exemplu, părți ale echipamentelor chimice, sârmă de cupru cu un bloc de oțel.
Calitatea sudării unor astfel de îmbinări îndeplinește cerințele pentru acestea. Rezistența cuprului poate fi mărită prin introducerea de până la 2% fier în compoziția sa. Cu mai mult fier, puterea începe să scadă.
Când sudați cu un electrod de carbon, este necesar să utilizați curent continuu de polaritate dreaptă.
Tensiunea arcului electric este de 40-55V, iar lungimea lui este de aproximativ 14-20mm. Curentul de sudare este selectat în funcție de diametrul și calitatea electrodului (carbon sau grafit) și este în intervalul 300-550A. Fluxul folosit este același ca pentru sudarea cuprului, compoziția acestor fluxuri este dată pe această pagină.
Fluxul este introdus în zona de sudare, turnându-l în canal.
 Metoda de sudare este folosită „stânga”.
Metoda de sudare este folosită „stânga”.
Cele mai bune rezultate la sudarea barelor de cupru la oțel se obțin la sudarea „în barcă”. Diagrama unei astfel de suduri este prezentată în figură. În primul rând, marginile de cupru sunt încălzite cu un electrod de carbon și apoi sudate cu o anumită poziție a electrodului și a tijei de umplere (a se vedea figura). Viteza de sudare este de 0,25 m/h. Sudarea cuprului cu fontă se realizează folosind aceleași tehnici tehnologice.
Sudarea bronzului slab aliat de grosime mică (până la 1,5 mm) la oțel cu o grosime de până la 2,5 mm se poate face suprapunând cu un electrod de wolfram neconsumabil într-un mediu cu argon pe o mașină automată cu un fir de umplutură cu un diametrul de 1,8 mm furnizat din lateral.
În acest caz, este foarte important să direcționați arcul spre suprapunerea din partea de cupru. Moduri de astfel de sudare: curent 190A, tensiune arc 11,5V, viteza de sudare 28,5m/h, viteza de alimentare a firului 70m/h.
Cuprul și alama pot fi sudate bine pe oțel folosind sudarea cap la cap cu fulger.
Cu această metodă de sudare, marginile de oțel se topesc destul de puternic, iar marginile metalelor neferoase se topesc ușor. Ținând cont de această împrejurare, și ținând cont de diferența de rezistivitate a acestor metale, consolă pentru oțel este considerată a fi de 3,5d, pentru alamă 1,5d, pentru cupru 1,0d, unde d sunt diametrele tijelor sudate. .
Pentru sudarea cap la cap a unor astfel de tije folosind metoda rezistenței, se recomandă o surplosă de 2,5d pentru oțel, 1,0d pentru alamă și 1,5d pentru cupru. Rezistența specifică a tasării se presupune a fi în intervalul 1,0-1,5 kg/mm2.
În practică, adesea devine necesară sudarea știfturilor cu un diametru de 8-12 mm din cupru și aliajele acestuia la oțel sau a știfturilor din oțel la produse din cupru.
O astfel de sudare se realizează folosind curent continuu de polaritate inversă sub flux fin al mărcii OSTS-45 fără preîncălzire.
Știfturile de cupru cu diametrul de până la 12 mm sau știfturile de alamă de gradul L62, cu un diametru de până la 10 mm, cu o putere de curent de 400 A sunt bine sudate pe oțel sau fontă.
Și știfturile din alamă de calitate LS 59-1 nu sunt folosite pentru sudare.
Știfturile de oțel sunt slab sudate cu produse din cupru și alamă.
Cum să sudezi cuprul acasă?
Dacă puneți un inel de cupru de 4 mm înălțime la capătul unui știft cu un diametru de până la 8 mm, atunci procesul de sudare a metalelor decurge satisfăcător. Aceleași știfturi cu diametrul de 12 mm pentru broze marca Br. OF 10-1 sunt bine sudate. Pentru sudarea cu arc a cuprului și a oțelului, cele mai bune rezultate sunt furnizate de electrozii K-100.
La dezvoltarea tehnologiei pentru tratarea termică a cuprului și aliajelor sale, este necesar să se țină cont de două dintre caracteristicile acestora: conductivitate termică ridicată și interacțiune activă cu gazele în timpul încălzirii. La încălzirea produselor subțiri și semifabricatelor, conductivitatea termică are o importanță secundară. La încălzirea produselor masive, conductivitatea termică ridicată a cuprului este motivul pentru încălzirea lor mai rapidă și mai uniformă pe întreaga secțiune transversală în comparație, de exemplu, cu aliajele de titan.Datorită conductibilității termice ridicate, problema de călire nu apare în timpul tratamentului termic de întărire a aliajelor de cupru. Cu dimensiunile semifabricatelor și produselor utilizate în practică, acestea sunt calcinate.
Cuprul și aliajele pe bază de acesta interacționează în mod activ cu oxigenul și vaporii de apă la temperaturi ridicate, cel puțin mai intens decât aluminiul și aliajele sale cuprul și aliajele sale, în timp ce în tehnologia de tratare termică a aluminiului atmosferele de protecție sunt rare.
Recoacerea cuprului si a aliajelor sale se realizeaza in scopul eliminarii acelor abateri de la structura de echilibru aparute in timpul procesului de solidificare sau ca urmare a actiunii mecanice sau a tratamentului termic anterior.
Recoacerea de omogenizare presupune încălzirea lingourilor la cea mai mare temperatură posibilă fără a provoca topirea componentelor structurale ale aliajelor. Fenomenele de lichiere în cupru și alamă se dezvoltă nesemnificativ, iar încălzirea lingourilor sub tratament sub presiune la cald este suficientă pentru omogenizarea lor.
Principalele aliaje de cupru care necesită recoacere de omogenizare sunt bronzurile de staniu, deoarece compozițiile fazelor lichide și solide din sistemul Cu-Sn sunt foarte diferite și, prin urmare, se dezvoltă licuație dendritică intensă.
Ca urmare a recoacerii de omogenizare, omogenitatea structurii și compoziției chimice a lingourilor crește. Recoacere de omogenizare este una dintre conditiile pentru obtinerea unui produs final de inalta calitate.
Recoacere prin recristalizare este una dintre etapele tehnologice comune în producerea semifabricatelor cuprului și aliajelor pe baza acestuia.
Temperatura de debut a recristalizării cuprului este crescută intens de Zr, Cd, Sn, Sb, Cr, în timp ce Ni, Zn, Fe, Co au un efect slab. Creșterea temperaturii la debutul recristalizării în prezența simultană a mai multor elemente este neaditivă, dar depășește ușor contribuția celei mai eficiente impurități. În anumite cazuri, de exemplu, când plumbul și sulful sunt introduse în cupru, efectul total este mai mare decât efectele individuale. Cuprul dezoxidat de fosfor, spre deosebire de cuprul care conține oxigen, este predispus la o creștere puternică a granulelor în timpul recoacerii. Pragul de recristalizare în prezența fosforului se deplasează la temperaturi mai ridicate.
Gradul critic de deformare pentru cuprul fără oxigen cu o dimensiune a granulelor de ordinul a 2*10v-2 cm după recoacere la 800°C timp de 6 ore este de aproximativ 1%. Impuritățile, precum fierul, cresc gradul critic de deformare, care pentru alamă este de 5-12% (Fig. 44).
Temperatura de recristalizare a alamei este influențată și de prelucrările anterioare, în primul rând de gradul de deformare la rece și de mărimea bobului format în timpul acestei prelucrări. De exemplu, timpul înainte de începerea recristalizării alama L95 la temperaturi de 440°C este de 30 de minute la un grad de deformare la rece de 30% și de 1 minut la un grad de deformare de 80%.
Dimensiunea boabelor inițiale afectează procesul de cristalizare în sens opus creșterii gradului de deformare. De exemplu, în aliajul L95 cu o dimensiune inițială a granulelor de 30 și 15 μm, recoacerea după deformare de 50% la o temperatură de 440°C duce la recristalizare după 5, respectiv 1 min. În același timp, mărimea bobului inițial nu afectează viteza de recristalizare dacă temperatura de recoacere depășește 140°C.
În fig. În figura 45 sunt prezentate date privind efectul compoziției α-alamelor asupra temperaturii de recoacere (grad de deformare 45%, timp de recoacere 30 min), ceea ce asigură obținerea unei granule date. În aceleași condiții de deformare și recoacere, odată cu creșterea conținutului de zinc, dimensiunea granulelor scade, atinge minimum și apoi crește. Deci, de exemplu, după recoacere la 500°C timp de 30 de minute, mărimea granulelor este: în cupru 0,025 mm; în alamă cu 15% Zn 0,015 mm, iar în alamă 35% Zn 0,035 mm. Figura 45 arată, de asemenea, că în α-alama, boabele începe să crească la temperaturi relativ scăzute și crește până la temperaturi de solidus. la care o fază β. De exemplu, pentru alama L59, o creștere semnificativă a cerealelor începe la recoacere peste o temperatură de 750 ° C.
Temperatura de recoacere a alamei este aleasă cu aproximativ 250-350°C peste temperatura la care începe recristalizarea (Tabelul 16).
Când aliajele de cupru care conțin 32-39% Zn sunt recoapte la temperaturi peste tranziția α⇔α+β, faza β este eliberată, ceea ce determină creșterea neuniformă a granulelor. Este recomandabil să recoaceți astfel de aliaje la temperaturi care nu depășesc linia de echilibru α⇔α+β a sistemului Cu-Zn. În acest sens, alama, a cărei compoziție este aproape de punctul de solubilitate maximă a zincului în cupru, ar trebui să fie recoaptă în cuptoare cu o mare precizie de control al temperaturii și o uniformitate ridicată a distribuției sale în volumul de cupru.
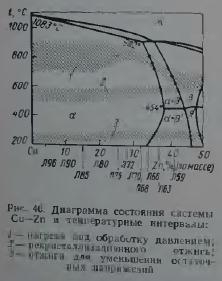
În fig. 46 prezintă modurile optime de recoacere pentru alama simple pe baza rezultatelor unei generalizări a recomandărilor tehnologice acumulate în practica internă și mondială. Există o tendință ca temperatura de recoacere completă a alamei să crească odată cu creșterea conținutului de zinc.
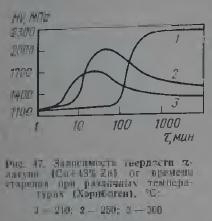
La alegerea modurilor de recoacere de recristalizare pentru alama, trebuie luat în considerare faptul că aliajele situate în apropierea limitei de fază α/α+β (Fig. 46) pot fi întărite termic datorită solubilității variabile a zincului în cupru. Întărirea alamelor care conțin mai mult de 34% Zn le face predispuse la îmbătrânire (Fig. 47), iar capacitatea de întărire în timpul îmbătrânirii crește odată cu creșterea conținutului de zinc până la 42%. Acest tip de călire termică a alamei nu și-a găsit aplicație practică. Cu toate acestea, viteza de răcire a alamelor de tip L63 după recoacere prin recristalizare afectează proprietățile mecanice ale acestora. Posibilitatea de descompunere a soluțiilor suprasaturate în α-alama care conțin mai mult de 34% Zn și în α+β-alama ar trebui, de asemenea, luată în considerare la alegerea modurilor de recoacere pentru a reduce stresul. Deformarea severă la rece poate accelera descompunerea soluțiilor suprasaturate α și β la recoacere.
Conform datelor din literatură, temperatura la care începe recristalizarea alamei L63 variază de la 250 la 480° C. Structura cu cea mai fină granulație din aliajul L63 se formează după recoacere la temperaturi de 300-400° C. Cu cât gradul anterior este mai mare. deformare la rece, cu cât dimensiunea boabelor recristalizate este mai mică și duritatea este mai mare (Fig. 48) în aceleași condiții de recoacere.
Calitatea materialului recoapt este determinată nu numai de proprietățile sale mecanice, ci și de mărimea granulului recristalizat. Dimensiunea granulelor într-o structură complet recristalizată este destul de uniformă. Dacă modurile de recoacere de recristalizare sunt setate incorect, două grupuri de boabe de dimensiuni diferite sunt detectate clar în structură. Această așa-numită structură dublă este deosebit de nedorită în timpul operațiunilor de ambutisare adâncă, îndoire sau lustruire și gravare a produsului.
Pe măsură ce granulația crește până la o anumită limită, imprimabilitatea alamei se îmbunătățește, dar calitatea suprafeței se deteriorează. Pe suprafața produsului, cu o dimensiune a granulelor mai mare de 40 de microni, se observă o rugozitate caracteristică „coajă de portocală”.
Etapele de evoluție ale structurii deformate sunt prelungite semnificativ în timp și de aceea pare posibilă obținerea unei structuri recristalizate parțial sau complet cu granule fine prin variarea timpului de recoacere. Produsele semifabricate cu o structură incomplet recristalizată și cu o granulație foarte mică sunt ștanțate fără formarea unei „coji de portocală”.
Recoacerea parțială, a cărei durată este determinată de gradul de deformare preliminară, se efectuează în intervalul 250-400 ° C. Pentru a menține un regim tehnologic precis, o astfel de recoacere trebuie efectuată în cuptoare de broșare, unde temperatura de funcționare și timpul de menținere (viteza de broșare) sunt strict controlate.
Recoacere parțială este utilizată în primul rând pentru a reduce tensiunile reziduale, care pot duce la așa-numita „fisurare sezonieră”. Acest tip de coroziune, inerentă alamelor care conțin mai mult de 15% Zn, constă în dezvoltarea treptată a fisurilor intergranulare sub influența simultană a tensiunilor (reziduale și aplicate) și a unor reactivi chimici specifici (de exemplu, soluții și vapori de amoniac, soluții de săruri de mercur, anhidridă sulfurică umedă, diverse amine etc.). Se crede că sensibilitatea alamelor la fisurarea sezonieră se datorează mai degrabă neomogenității tensiunii decât mărimii lor absolute.
Eficacitatea recoacerii pentru reducerea tensiunilor reziduale este verificată printr-un test cu mercur. Metoda de testare cu mercur oferă o evaluare calitativă a prezenței tensiunilor reziduale. Se bazează pe comportamentul diferit al materialelor solicitate și nesolicitate atunci când sunt expuse la nitrat de mercur. În timpul testului, pe materialul solicitat apar fisuri longitudinale și transversale, vizibile cu ochiul liber. Acestea apar în locurile de solicitare la tracțiune, care pot provoca distrugerea produsului în exploatare sau în timpul depozitării ca urmare a fisurării coroziunii.
În Fig. 46 și în tabel. 16.
Parşev 01-09-2005 02:01
„Temperatura poate fi determinată destul de precis folosind o bucată mică (de dimensiunea unui cap de chibrit) de folie de cupru, care este plasată pe suprafața piesei încălzite la o temperatură de 400 C, o flacără verzuie folie.
Întărirea unei piese de cupru preîncălzite are loc prin răcirea lentă în aer. Pentru recoacere, piesa încălzită se răcește rapid în apă. La recoacere, cuprul este încălzit la căldură roșie (600? C), la întărire - până la 400 C, determinând temperatura și folosind o bucată de folie de cupru.
Pentru ca alama să devină moale, să se îndoaie cu ușurință, să se forjeze și să se întindă bine, este recoaptă prin încălzire la 500°C și răcire lent în aer la temperatura camerei.”
Este interesant că recoacerea cuprului și alama are loc în sens invers - acolo cu răcire rapidă, acolo cu răcire lentă.
La turnarea manșoanelor, se recomandă recoacerea după 2 operații.
Remus 02-09-2005 01:49
Dupa ce 2 operatii?
Parşev 02-09-2005 02:11
Operatii de turnare a carcasei. De exemplu, sertizarea din nou la o dimensiune diferită se face prin trecerea acesteia prin matrițe.
ABAZ 05-09-2005 08:12
scuze, translit zaklinilo.
Orice om 06-09-2005 08:27
cocoș de munte 11-09-2005 15:13
Luați o cărămidă cu spumă de gaz, găuriți în ea pentru calibrul dvs., adânc la o treime din produs, introduceți piesa de prelucrat în găurile de jos în sus și utilizați un arzător cu gaz sau un uscător de păr pentru a încălzi produsul până când strălucește ușor și scăpați produsul în apă sau răciți la temperatura camerei într-un dispozitiv (cărămidă).
TSV 11-09-2005 22:29
Ce se întâmplă dacă îndesați cartușele în suport, puneți suportul într-o baie de apă, care ar trebui turnată sub pantă și încălziți butoaiele proeminente cu un arzător?
Cartușele sunt în mod natural fără grunduri, astfel încât apa să poată curge înăuntru.
Dulceul va fi copt, iar restul va rămâne neatins
Și nu este nevoie să găuriți cărămizi
Machete 12-09-2005 12:54
Cuplul va fi ca într-o baie.
cocoș de munte 12-09-2005 13:18
Încerca. Spune-ne.
TSV 12-09-2005 20:34
Nimic. Fără arzător. Nu se poate încălzi cu un uscător de păr.
L-am incercat pe un arzator obisnuit pe gaz. L-am învelit într-o cârpă umedă și în foc. Pare a fi OK. Doar focul este slab.
TSV 12-09-2005 23:34
Cuplul va fi ca într-o baie.
Nu ar trebui să fie un cuplu. Acum, dacă l-aș încălzi și l-aș coborî, atunci da, mi-aș lua o baie de aburi.
Dar în acest caz, totul s-ar încălzi, nu doar butoiul.
Machete 13-09-2005 12:23
Când spui „ar trebui”, bate în lemn (proverbă populară mayașă).
TSV 13-09-2005 12:29
citat: Postat inițial de Machete:
Când spui „ar trebui”, bate în lemn (proverbă populară mayașă).
Atunci să spunem asta - nu s-a întâmplat când l-am ținut pe gaz într-o cârpă umedă.
Dacă îl recoaceți corect, atunci aveți nevoie ca manșonul să se rotească în jurul axei sale. În caz contrar, partea laterală se încălzește, dar restul rămâne neîncălzit. Vizibil prin urma de tern.
Machete 13-09-2005 02:02
Îmi place cumva mai mult versiunea lui Gennady Mikhailych. Deși interesul nostru este pur gastronomic – deocamdată.
TSV 13-09-2005 21:10
Îți place să faci găuri în cărămizi?
Nu știu ce este cărămidă, dar metalul trebuie răcit, cu excepția punctului de încălzire.
cocoș de munte 13-09-2005 21:56
Sergey, în ceea ce privește tehnologia, scrieți producătorului de gloanțe.
Și cărămida este tăiată cu un cuțit.
Machete 13-09-2005 22:05
Nu puteți răci manșonul cu apă în timp ce încălziți simultan butoiul - este alamă, conductivitatea termică este proastă.
TSV 13-09-2005 22:45
citat: Postat inițial de Machete:
Nu puteți răci manșonul cu apă în timp ce încălziți simultan butoiul - este alamă, conductivitatea termică este proastă.
Nu voi putea să-l încerc o vreme (fac comisioane), apoi voi testa alama în apă.
Deși metalul este conductiv termic, nu se poate încălzi sub nivelul apei. Ne interesează doar fundul recoapt.
Machete 14-09-2005 01:13
citat: Postat inițial de TSV:Deși metalul este conductiv termic, nu se poate încălzi sub nivelul apei.
Nu complet înșurubat. Ce înseamnă?
TSV 14-09-2005 01:28
Dacă manșonul este înfundat în ceva poros, va exista o disipare slabă a căldurii. Și încălzirea butoiului va încălzi restul în același timp. Mâneca trebuie să se încălzească cu siguranță până la jumătate și să devină neagră, sau chiar să se încălzească mai mult.
Apa ia căldură, iar partea mai îndepărtată de apă se va încălzi mai mult.
Ultima dată am înfășurat cartușul într-o cârpă și am udat-o pentru ca apa să se scurgă. Apoi a pus-o în foc. O cârpă umedă a împiedicat corpul cartușului să se încălzească. Botul și panta se încălzeau.
Data viitoare voi încerca să încălzi cartușul care iese din apă. Voi scrie despre rezultat. Nu am un arzător pe gaz la îndemână acum.
Machete 14-09-2005 01:39
Așa că este nevoie de apă curgătoare, cum ar fi răcirea unei bobine într-un alambic de lună, altfel nu va exista kinah.
TSV 15-09-2005 20:22
De fapt, am verificat versiunea.
Practic funcționează. Dar puterea unui fier de lipit cu gaz nu este suficientă pentru a-l încălzi, deoarece apa ia căldura. Dar manșonul nu se recoace sub apă. Nu există șuierat sau clocotire. Temperatura nu este potrivită pentru a încălzi instantaneu toată apa.
Am incercat fara apa, gol. S-a încălzit rapid, dar datorită transferului de căldură, jumătate din mânecă a avut timp să se încălzească.
Dacă priveliștea nu vă deranjează că este sub pantă, atunci se va descurca fără apă. Dar tot trebuie să-l întorci. În caz contrar, pe o parte pata se arde, iar pe de altă parte încălzirea este mai slabă
Parşev 16-09-2005 17:05
2 ParhevDe unde au venit informatia? Stilul de scriere nu seamănă cu literatura tehnică, mai apropiată de gospodină
Vrei dame sau pleci?
Orice om 20-09-2005 08:27
citat: Postat inițial de Parshev:Vrei dame sau pleci?
Literatura tehnică descrie cum se face în condiții de fabrică sau de laborator, le aveți?
Orice om 20-09-2005 08:54
citat: Postat inițial de wood grouse:
Producătorii de gloanțe recomandă:
Luați o cărămidă cu spumă de gaz, găuriți în ea pentru calibrul dvs., adânc la o treime din produs, introduceți piesa de prelucrat în găurile de jos în sus și utilizați un arzător cu gaz sau un uscător de păr pentru a încălzi produsul până când strălucește ușor și scăpați produsul în apă sau răciți la temperatura camerei într-un dispozitiv (cărămidă).
2 cocoși de munte
Vrei să spui cărămizi de construcție obișnuite sau ceva special, cum ar fi argila de foc?
cocoș de munte 20-09-2005 10:12
Da, îl vând la fiecare târg de construcții.
Cărămidă de spumă de gaz a cumpărat un bloc și mi-am tăiat orice cărămizi mi-am dorit.
Folosesc o torță cu gaz pentru recoacere.
O vand si, reumpluta din cutii mai usoare.
RAY 27-09-2005 15:20
citat: Postat inițial de Anyman:Pe de o parte, ai dreptate. Dar amintindu-mi din timpul antrenamentului că tratamentul termic nu este cel mai ușor lucru, cu siguranță m-aș consulta cu un termist sau aș căuta în cartea de referință corespunzătoare. La urma urmei, dacă cu cupru totul poate fi mai mult sau mai puțin clar, atunci alama poate fi foarte diferită în ceea ce privește compoziția chimică și, în consecință, potrivirea pentru tratamentul termic.
De exemplu, temperatura de recoacere pentru alama:Alama L96: 540 - 600 grade;
Alama L90 - L62: 600 - 700 grade;Din moment ce oamenii s-au adunat aici pentru a număra fiecare grăunte de pulbere, atunci totul trebuie să fie corect.
-----------
Da... mi-au adus atât de multe carcase pentru analiză - erau din ce în ce mai multe L63...
L96 și L90 - chiar și color - CUPRU... tot mai multe L63 și L65 păreau să fie întotdeauna folosite pentru cartușe...
Orice om 27-09-2005 20:00
Deci, în L96 există 95-97% cupru, motiv pentru care culoarea este cupru. În L63 62-65%
tov_Mauser 14-10-2005 11:04
ingrediente: cartușe de revolver Naganov
scule: clește, cârpă, arzător cu gaz pe aragaz
Udăm cârpa și o stoarcem, înfășurăm mânerele cleștilor, luăm manșonul de clește și îl încălzim în flacără la un unghi de 45 (de preferință în amurg - astfel încât să se vadă strălucirea metalului) , încălziți gâtul până la roșu plictisitor, apoi lăsați mâneca deoparte să se răcească. Când sunt încălzite, cleștii masivi elimină căldura de la baza manșonului - care este clar vizibilă prin modul în care metalul se încălzește
Ieșirea sunt cartușe de înaltă calitate, care nu se crăpă în timpul reîncărcării repetate și al rulării/evăluirii pistolului
TRATAMENTUL TERMICI AL CURURU ȘI ALAMA
Cupru.
Cuprul este folosit pentru a produce foi, benzi și fire folosind metoda deformarii la rece. În timpul deformării, își pierde plasticitatea și câștigă elasticitate. Pierderea ductilității face dificilă calcinarea, broșarea și tragerea și, în unele cazuri, face imposibilă prelucrarea ulterioară a metalului.
Pentru a elimina întărirea sau întărirea și a restabili proprietățile plastice ale cuprului, recoacerea de recristalizare se efectuează după următorul regim: încălzire la o temperatură de 450-500 ° C la o viteză de 200-220 ° C/h, timp de menținere în funcție de configurația și greutatea produsului de la 0,5 la 1,5 ore, răcire în aer liniștit. Structura metalului după recoacere constă din cristale echiaxiale, rezistență σв = 190 MPa, alungire relativă δ = 22%.
Alamă.
Un aliaj de cupru și zinc se numește alamă. Exista alama bicomponenta (simple), formata doar din cupru, zinc si unele impuritati, si alama multicomponenta (speciala), in care se introduc unul sau mai multe elemente de aliere (plumb, siliciu, cositor) pentru a da aliajului anumite elemente. proprietăți.
În funcție de metoda de prelucrare, alama bicomponentă este împărțită în alamă forjată și turnată.
alamele deformabile bicomponente (L96, L90, L80, L63 etc.) au o ductilitate ridicată și pot fi prelucrate cu ușurință prin presiune sunt utilizate pentru fabricarea tablelor, benzilor, benzilor, țevilor, sârmei și tijelor de diverse profile;
Alama de turnătorie este folosită pentru turnarea pieselor în formă. În procesul de prelucrare la rece, alama bicomponentă, precum cuprul, primește întărire, în urma căreia rezistența crește și ductilitatea scade. Prin urmare, astfel de alame sunt supuse unui tratament termic - recoacere de recristalizare în funcție de regimul: încălzire la 450-650 ° C, la o rată de 180-200 ° C / h, menținere timp de 1,5-2,0 ore și răcire în aer nemișcat. Rezistența alamei după recoacere σ Β = 240-320 MPa, alungirea relativă δ = 49-52%
Produsele din alamă cu tensiuni interne ridicate în metal sunt susceptibile la crăpare. Când sunt depozitate în aer pentru o perioadă lungă de timp, pe ele se formează fisuri longitudinale și transversale. Pentru a evita acest lucru, produsele sunt supuse recoacerii la temperatură joasă la 250-300°C înainte de depozitare pe termen lung.
Disponibilitate în multicomponent(special)latuniah elementele de aliere (mangan, staniu, nichel, plumb și siliciu) le conferă rezistență sporită, duritate și rezistență ridicată la coroziune în condiții atmosferice și în apă de mare. Alamele aliate cu staniu au cea mai mare stabilitate in apa de mare, de exemplu LO70-1, LA77-2 si LAN59-3-2, numite alama marine sunt folosite in principal pentru fabricarea de piese pentru nave maritime.
Conform metodei de prelucrare, alamele speciale sunt împărțite în alamă forjată și turnată. Alama deformabilă este folosită la producerea semifabricatelor (foi, țevi, bandă), arcuri, piese de ceas și instrumente. Alama multicomponenta de turnatorie se foloseste la fabricarea semifabricatelor si a pieselor modelate prin turnare (elice, pale, fitinguri etc.). Proprietățile mecanice necesare ale alamei speciale sunt asigurate prin tratament termic, ale cărui moduri sunt date în tabel. Pentru a obține granule fine, înainte de ambutirea adâncă, alama deformabilă pentru foi, benzi și benzi este supusă recoacerii la o temperatură de 450-500 ° C.
Moduri de tratament termic pentru alama speciale *
|
Calitatea aliajului |
Scopul prelucrarii |
Tipul de prelucrare |
Temperatura de încălzire, °C |
Durata, h |
|
Alama deformabila |
||||
|
Îndepărtarea întăririi la rece |
Recristalizare recoacerea |
|||
|
Eliberarea stresului |
Recoacere scăzută |
|||
|
Alama de turnatorie |
||||
|
Eliberarea stresului |
Recristalizare recoacere la cald |
|||
* Mediu de răcire - aer.
CALIRE TERMICA A BRONZULUI
Bronzul este un aliaj de cupru cu staniu, plumb, siliciu, aluminiu, beriliu și alte elemente. În funcție de elementul de aliere principal, bronzurile sunt împărțite în staniu și fără staniu (speciale), iar în funcție de proprietățile mecanice - în forjat și turnat.
Deformabil staniu bronz clasele Br.OF8-0.3, Br.OTs4-3, Br.OTsS4-4-2.5 sunt produse sub formă de tije, benzi și sârmă pentru arcuri. Structura acestor bronzuri constă dintr-o soluție α-solidă. Principalul tip de tratament termic al bronzurilor este recoacere înaltă în funcție de regim: încălzire la 600-650 ° C, menținere la această temperatură timp de 1-2 ore și răcire rapidă. Rezistență după recoacere σ c - 350-450 MPa, alungire relativă b = 18-22%, duritate HB 70-90.
Turnătorie staniu bronz mărcile Br.OTs5-5-5, Br.OSNZ-7-5-1, Br.OTsSZ,5-7-5 sunt utilizate pentru fabricarea pieselor antifricțiune (bucșe, rulmenți, căptușeli etc.). Bronzurile de staniu turnate sunt recoapte la 540-550°C timp de 60-90 minute.
Fără tablă bronz Br.5, Br.7, Br.AMts9-2, Br.KN1-3 și alte mărci au rezistență ridicată, bune proprietăți anticorozive și anti-fricțiune. Din aceste bronzuri sunt realizate angrenaje, bucșe, membrane și alte părți. Pentru a facilita tratamentul sub presiune, bronzul este omogenizat la 700-750°C, urmat de răcire rapidă. Piesele turnate cu tensiuni interne sunt recoapte la 550°C cu un timp de mentinere de 90-120 minute.
Cel mai des folosit în industrie dublu - aluminiu bronz clasele Br.A5, Br.A7 și bronz, aliate suplimentar cu nichel, mangan, fier și alte elemente, de exemplu Br.AZHN10-4-4. Aceste bronzuri sunt utilizate pentru diferite bucșe, flanșe, scaune de ghidare, angrenaje și alte piese mici care suferă sarcini grele.
Bronzurile duble de aluminiu sunt supuse călirii și călirii după următorul regim: încălzire pentru călire la 880–900° C cu o viteză de 180–200° C/h, menținerea la această temperatură timp de 1,5–2 ore, răcire în apă; călirea la 400-450° C timp de 90-120 minute. Structura aliajului după călire este formată din martensită, după călire este formată dintr-un amestec mecanic subțire; rezistența bronzului σв = 550MPa, δ = 5%, duritate HB 380–400.
Beriliu bronz Br.B2 este un aliaj de cupru și beriliu. Proprietăți unice - rezistență și elasticitate ridicate cu rezistență chimică simultană, nonmagneticitate și capacitatea de a fi întărit termic - toate acestea fac din bronzul de beriliu un material indispensabil pentru fabricarea arcuri de ceas și instrument, membrane, contacte elastice și alte piese. Duritatea ridicată și proprietățile nemagnetice fac posibilă utilizarea bronzului ca unealtă de percuție (ciocane, dalte) care nu produce scântei la lovirea cu piatră și metal. Acest instrument este utilizat atunci când lucrați în medii explozive. Bronzul Br.B2 este întărit la 800–820° C cu răcire în apă, iar apoi supus îmbătrânirii artificiale la 300–350° C. În acest caz, rezistența aliajului σ Β = 1300 MPa, duritatea HRC37–40.
CĂLIRE TERMICA A ALIAJURILOR DE ALUMINIU
Deformabil aluminiu aliaje Ele se împart în cele care nu pot fi întărite prin tratament termic și cele care pot fi întărite. LA aliaje de aluminiu care nu se întăresc includ aliaje ale mărcilor AMts2, AMg2, AMgZ, care au rezistență scăzută și ductilitate ridicată; Se folosesc la produse obtinute prin ambutisare profunda si se intaresc prin tratare cu presiune la rece (presare la rece).
Cele mai comune aliaje sunt întăribil tratament termic. Printre acestea se numără duraaluminiul din clasele D1, D16, D3P, care conțin aluminiu, cupru, magneziu și mangan. Principalele tipuri de întărire termică a duraluminiului sunt întărirea și îmbătrânirea. Călirea se efectuează la 505-515°C cu răcire ulterioară în apă rece. Îmbătrânirea este folosită atât natural, cât și artificial. Cu îmbătrânire naturală, aliajul este învechit timp de 4-5 zile, cu îmbătrânire artificială - 0,8-2,0 ore; temperatura de îmbătrânire - nu mai mică de 100-150°C; rezistență după prelucrare σ Β = 490 MPa, 6 = 14%. Aliajele D1 și D16 sunt utilizate pentru fabricarea pieselor și elementelor structurilor de construcție, precum și a produselor pentru aeronave.
Avial (AV, AVT, AVT1) este un aliaj deformabil care are o ductilitate, sudabilitate și rezistență la coroziune mai mare decât duraluminiul; supus întăririi în apă la 515-525 ° C și îmbătrânire: aliaje AB și AVT - naturale, aliaj AVT1 - artificial la 160 ° C cu expunere timp de 12-18 ore Aviația este utilizată pentru producția de foi, țevi, rotor elicopter lame și așa mai departe.
Aliajele de aluminiu de înaltă rezistență (σ = 550-700 MPa) B95 și B96 au o ductilitate mai mică decât duraluminiul. Tratarea termică a acestor aliaje constă în călirea la 465-475°C cu răcire în apă rece sau caldă și îmbătrânirea artificială la 135-145°C timp de 14-16 ore timp îndelungat la 100-200°C.
Aliajele de aluminiu forjat de clasele AK1, AK6, AK8 sunt supuse întăririi la 500-575 ° C cu răcire în apă curentă și îmbătrânire artificială la 150-165 ° C cu expunere timp de 6-15 ore; rezistența aliajului σ Β = 380-460 MPa, alungirea relativă δ = 7-10%.
Turnătorie aluminiu aliaje numit silum-nami. Cele mai comune aliaje întăribile termic sunt calitățile AL4, AL6 și AL20 Piesele turnate din aliajele AL4 și AL6 sunt întărite la 535-545°C cu răcire în apă fierbinte (60-80°C) și supuse îmbătrânirii artificiale la 175°C. 2-3 ore; după tratament termic σ = 260 MPa, δ = 4-6%, duritate HB 75-80. Pentru a reduce tensiunile interne, piese turnate din aceste aliaje sunt recoapte la 300°C timp de 5-10 ore cu răcire în aer. Aliajele rezistente la căldură de clasele AL 11 și AL20, utilizate pentru fabricarea pistoanelor, chiulaselor, cuptoarelor de cazan care funcționează la 200-300 ° C, sunt supuse întăririi (încălzire la 535-545 ° C, menținând la această temperatură timp de 3 -6 ore și răcire în apă curentă), precum și revenirea stabilizatoare la 175-180 ° C timp de 5-10 ore; după tratament termic σ =300-350 MPa, δ=3-5%.
TRATAMENTUL TERMICI AL ALIEJURILOR DE MAGNEZIU SI TITANIU
Aliaje de magneziu.
Elementele principale din aliajele de magneziu (cu excepția magneziului) sunt aluminiul, zincul, manganul și zirconiul. Aliajele de magneziu sunt împărțite în aliaje forjate și turnate.
Deformabil magneziu aliaje clasele MA1, MA8, MA14 sunt supuse călirii termice după următorul regim: încălzire pentru călire la 410-415 ° C, menținere 15-18 ore, răcire în aer și îmbătrânire artificială la 175 ° C timp de 15-16 ore; după tratamentul termic σ Β = 320~430 MPa, δ = 6-14%. Aliajele MA2, MAZ și MA5 nu sunt supuse tratamentului termic; sunt utilizate pentru fabricarea tablelor, plăcilor, profilelor și forjatelor.
Compoziție chimică turnătorii magneziu aliaje (ML4, ML5, ML12 etc.) este aproape de compoziția aliajelor forjate, dar ductilitatea și rezistența aliajelor turnate este mult mai scăzută. Acest lucru se datorează structurii brute de turnare a aliajelor. Tratamentul termic al pieselor turnate, urmat de îmbătrânire, favorizează dizolvarea fazelor în exces concentrate de-a lungul limitelor de cereale și crește ductilitatea și rezistența aliajului.
O caracteristică a aliajelor de magneziu este rata scăzută a proceselor de difuzie (transformările de fază au loc lent), care necesită un timp lung de înmuiere pentru întărire și îmbătrânire. Din acest motiv, întărirea aliajelor este posibilă numai în aer. Îmbătrânirea aliajelor de magneziu turnat se realizează la 200-300°C; pentru întărire sunt încălzite la 380-420 ° C; dupa intarire si imbatranire σ in = 250-270 MPa.
Aliajele de magneziu pot fi folosite ca rezistente la căldură, capabile să funcționeze la temperaturi de până la 400° C. Datorită rezistenței lor specifice ridicate, aliajele de magneziu sunt utilizate pe scară largă în aviație, rachetă, industria auto și electrică. Un mare dezavantaj al aliajelor de magneziu este rezistența lor scăzută la coroziune într-o atmosferă umedă.
Aliaje de titan.
Titanul este unul dintre cele mai importante materiale structurale moderne; are rezistență ridicată, punct de topire ridicat (1665° C), densitate scăzută (4500 kg/m 3) și rezistență ridicată la coroziune chiar și în apa de mare. Pe baza de titan, se formează aliaje de înaltă rezistență care sunt utilizate pe scară largă în aviație și rachete, inginerie energetică, construcții navale, industria chimică și alte domenii ale industriei. Principalii aditivi din aliajele de titan sunt aluminiul, molibdenul, vanadiul, manganul, cromul, staniul și fierul.
Aliajele de titan de clasele VT5, VT6-S, VT9 și VT16 sunt supuse recoacerii, întăririi și îmbătrânirii. Produsele semifabricate (tije, forjate, tevi) dintr-un aliaj aliat suplimentar cu staniu (VT5-1) sunt supuse recoacerii de recristalizare la 700-800°C pentru a elimina intarirea. Aliajele de titan din foi sunt recoapte la 600-650° C. Durata recoacerii pentru forjare, tije si tevi este de 25-30 de minute, pentru table - 50-70 de minute.
Piesele cu încărcare mare din aliaj VT14, care funcționează la o temperatură de 400°C, sunt călite cu învechire ulterioară după următorul regim: temperatură de întărire 820-840°C, răcire în apă, învechire la 480-500°C timp de 12- 16 ore; după întărire și îmbătrânire: σ in = 1150-1400 MPa, 6 = 6-10%, duritate HRC56-60.