Кузница начало работы для начинающих. Виктор кузнецов. Из оборудования для кузницы понадобятся
Архитекторы и дизайнеры часто в своей работе используют кованые элементы. Ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице смотрятся изысканно и благородно.
Если знать, как выполнить ковку, и научиться этому ремеслу, то можно самому создавать оригинальные изделия.

Такое занятие подходит для всех, кому по душе заниматься физической работой и кто готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка представляет собой процесс обработки специальной заготовки. Ее цель — придать металлу требуемые размеры с формой. Различают горячую ковку и холодную.

Мастеру нужно познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.

Горячий метод ковки
При горячем способе металлическую заготовку сильно нагревают. В результате металл становится пластичным. Горячая ковка придает заготовке нужные габариты и желаемую форму. Мастеру доступны разнообразные варианты работ.

У нагрева металлической заготовки имеются и свои минусы. Прежде всего, необходимо обустроить специальное помещение. Потребуется купить кузнечный горн, для которого придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер знал, как работать с огнем.

Имея представление о температурных режимах, используемых в процессе ковки, без труда можно выбрать нужный вид ковки.

Холодный метод ковки
Холодная ковка – это трудозатратный процесс. Чтобы добиться от металлической заготовки той формы, которая требуется, ее изгибают, опрессовывают и сваривают. Техника выполнения немного проще по сравнению с горячим способом.

Для мастерской не требуется много места, а для ее обустройства не понадобится приобретать специальный горн, достаточно купить станок для ковки.

Процесс изготовления изделия предполагает работу с заготовками-полуфабрикатами. Если была допущена ошибка, то исправить ее невозможно.

Выбираем металл
Для ручной ковки подходят металлы, обладающие определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.

Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой. Покупая заготовку, мастер должен точно знать, какой у нее состав.

Декоративные элементы ковки мастера делают из меди, стали, дюралюминия или латуни. Кроме того, могут также использоваться сплавы. Информацию о металлах, которые легко поддаются ковке, можно найти в Марочнике Стали и Сплавов.
Какие для ковки нужны инструменты?
Инвентарь варьируется в зависимости от способа ковки. Кузнечный горн с наковальней, молоты с клещами понадобятся для горячей ковки.

Для холодного способа нужен инструмент «Гнутик», позволяющий изгибать заготовку под углом, и станок «Улитка» для ковки, который можно сделать своими руками. Последний станок позволяет создавать элементы декора с формой в виде спирали.
Обратите внимание!


Кроме базовых инструментов для холодного способа могут дополнительно использоваться «Фонарик», «Волна», «Твистер», станок для колец и другие.

Современный рынок предлагает промышленные станки, предназначенные для выполнения технологических операций. На фото ковки можно видеть изделие, сделанное на станке «Мастер 2» от компании MAH.

Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.

Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:

- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.
Обратите внимание!


Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.
Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.

- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».

Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.

Фото ковки своими руками



Обратите внимание!



У него есть свои плюсы и минусы, ограничения связанные со временем, возможностью переехать на учебу и так далее, если вас интересуют заведения, по следующей ссылке .
Вариант 2 — устроиться учеником кузнеца
Недавно получил письмо от посетителя сайта о кузнечном деле, оно касалось обучения на кузнеца. А точнее того, где обучиться кузнечному делу. Видно, что ковка интересует людей и есть люди, которые хотят работать кузнецами. Поэтому решил написать этот пост о том, где найти обучение кузнечному делу. Думаю, что мой ответ на письмо может помочь не только Андрею, но и всем, кто хочет стать кузнецом.
Времени писать много нет, поэтому цитирую переписку.
Здравствуйте, Алексей Валерьевич.
Очень нравится работать с металлом, но к сожалению, овладеть этим ремеслом очень сложно.
Большая просьба к Вам- не подскажете ли Вы где можно отучиться на кузнеца и освоить художественную ковку, берут ли в ученики по этой специальности?
Заранее благодарен, с уважением.
Радует, что есть люди, которые хотят стать кузнецами. Ответил:
Здравствуйте, Андрей!
Я получил от Вас письмо с вопросом и с удовольствием отвечаю.
По поводу обучения на кузнеца- если Вас интересует конкретное учебное заведение, то вряд-ли я могу Вам помочь, так как даже не знаю, где Вы живете, в каком регионе. Но подскажу Вам более практичный путь: найдите в Вашей местности кузницу и попробуйте устроиться учеником кузнеца. Пусть даже на невысокую зарплату. Так я поступил 12 лет назад и не жалею. Это гораздо более практично, чем изучать теорию. С мастерами своего дела можно работать и узнавать разные тонкости не только из их уст, но и наблюдая, как они работают.
А если в вашей местности нет кузниц(хотя тогда тем более, там нет учебных заведений по ковке)- тогда учитесь сами, например вместе со мной на моем сайте сайт. Я ведь сам осваиваю художественную ковку в домашних условиях, имея некоторый опыт промышленного кузнеца и совсем небольшой опыт в художественном кузнечном деле. О своих делах пишу в блоге и еще на мой сайт заходят нередко умелые кузнецы и тоже делятся своим опытом.
Вариант 3 — самоучка
Если первый и второй вариант не подошли, нежелательны или невозможны, то есть третий — учиться самому по книгам и интернету.
На самом деле, сделать кузницу несложно. Можно при желании что-то ковать, оборудовав место в гараже, сарае, под навесом. Смотрите . Если у вас есть дача или частный дом, то можно заниматься ковкой и во дворе. , обзавестись молотком и вперед. Многие приспособления кузнец делает сам, и вы сделаете, с помощью и . Если есть вопросы или сомнения, спрашивайте, поможем советом.
На нашем сайте есть много материалов по данной теме:
- Рубрика « » содержит много материалов по теории и практике кузнечного дела.
- Рубрика « » рассматривает подробно изготовление конкретных кованых изделий (инструмента и художественной ковки).
- Рубрика « » учит азам от простого к сложному, кузнечного ремесла.
Если вы хотите самостоятельно научиться ковке, оборудовать кузницу своими руками, но испытываете затруднения, неуверенность, то можете
Интерес к кузнечному делу постоянно возрастает, а вот учебной литературы, в которой бы описывались технологические основы ковки, явно недостаточно. Надеемся, что этот материал в какой-то мере заполнит образовавшийся пробел и поможет начинающим кузнецам изучить основы ковки, а также приобщит их к беспокойному и творческому братству кузнецов-художников.ОСНОВНЫЕ СВЕДЕНИЯ О МЕТАЛЛЕ
При ковке изделий мастерам приходится иметь дело с материалами (сталями различных марок, цветными металлами, сплавами), которые имеют самые разнообразные физические, механические и технологические свойства.
Наиболее широко в кузнечных работах используется сталь - сплав железа с углеродом. В зависимости от количества углерода стали подразделяются на низко-углеродистые (до 0,25 %С),средне-углеродистые (0,25-0,6% С) и высокоуглеродистые (0,6-2 % С). Повышение содержания углерода увеличивает твердость и закаливаемость стали, но снижает теплопроводность и ковкость.
Из цветных металлов в кузнечном деле используют в основном медь и алюминий, а также их сплавы, например латуни (Л90, Л80, Л68, Л62 и др.), бронзы (БрОЦ4-3 и др.).
Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен металла, между которыми располагаются в виде тонких прослоек неметаллические включения оксидов, карбидов и других соединений. Зерна, в свою очередь, также имеют кристаллическое строение, их размеры составляют 0,01-0,1 мм.
При ковке деформация протекает главным образом вследствие скольжения зерен относительно друг друга, так как связь между ними слабее, чем прочность самих зерен.
В результате ковки зерна металла вытягиваются в направлении течения металла, что ведет к образованию мелкозернистой строчечной структуры (чем мельче зерна металла, тем он прочнее). Одновременно вытягиваются неметаллические включения, что можно наблюдать даже невооруженным глазом.
Размеры зерна, а следовательно, и прочностные свойства металла- в значительной степени определяются температурным режимом ковки. Поэтому ковать металл следует в определенном интервале температур, чтобы измельченные в процессе деформирования зерна затем снова не выросли под действием высокой остаточной температуры. Каждый кузнец, чтобы получить из стали качественное изделие и придать ему соответствующие свойства с помощью термообработки, должен разобраться в диаграмме состояния железо - углерод. Рассмотрим фрагменты диаграммы, на которой по оси ординат отложена температура сплава, по оси абсцисс - содержание углерода в процентах (рис. 1).
Рис.1. Диаграмма состояния железо - углерод
Выше линии GS все стали имеют структуру аугтенита - однородного твердого металла, состоящего из одинаковых по составу и строению зерен.
При нагревании углеродистых сталей до температуры ниже критической линии РS=723 градуса С в них не происходит изменений структуры.
Нагрев заготовок. Это важная и ответственная операция, от которой зависят качество изделия и стойкость инструмента. Ковку, как правило, проводят, нагрев металл до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла.
Следует также учитывать, что при нагреве углеродистых сталей происходит выгорание углерода с поверхностного слоя изделия на глубину до 2-4 мм, ведущее к снижению прочности и твердости стали, к ухудшению ее закаливаемости.
Ковать заготовку следует только тогда, когда она равномерно прогреется. Для каждой марки стали имеется свой температурный интервал ковки, то есть определены температуры начала ковки Тн и ее конца Тк. В результате нагрева металла несколько выше температуры Тн металл приобретает крупнозернистую структуру, его пластичность снижается. Нагрев металла до еще более высокой температуры приводит к неисправимому браку - пережогу, в результате чего металл при ковке разрушается.
При ковке заготовок, нагретых ниже температуры Тн, возможно образование трещин. Поэтому при ковке следует помнить пословицу: «Куй железо, пока горячо». То есть ковать металл необходимо в температурном режиме Тн- Тк (заштрихованная зона на диаграмме состояния железо - углерод). Температуру нагретого металла можно определить по цветам каления и побежалости, а марки стали - по искре (табл. 1-3).
Топливо. Для нагрева заготовок кузнецы применяют различные виды топлива: твердое, жидкое и газообразное.
Чаще всего для нагрева заготовок в кузницах используется каменный уголь. Причем желательно, чтобы уголь был черного цвета, блестящий, размеры его кусков приблизительно должны соответствовать размерам грецкого ореха. Кузнецы так и называют такой уголь - орешек. Часто применяется и кокс, который имеет высокую температуру сгорания. Можно использовать и дрова лиственных пород деревьев (дуб, ясень, береза и др.). Однако самым хорошим топливом является древесный уголь, бывший основным кузнечным топливом вплоть до середины XVIII в.
В настоящее время в кузнечных цехах широко применяются электропечи и печи, работающие на жидком или газообразном топливе.
Горны и печи. Основа стационарного горна -стол, где устраивается очаг для нагрева заготовок. В кузнице горн обычно устанавливают по центру стены, противоположной входу (основной стены). Высота стола горна определяется ростом кузнеца, удобством переноса заготовки из горна на наковальню и принимается равной 700- 800 мм; обычные размеры поверхности стола 1×1,5 или 1,5×2 м. Если предполагается изготавливать крупные предметы, такие, как ворота, решетки, то горн устанавливают на некотором расстоянии от стены и стол делают увеличенных размеров. Поверхность стола горна выкладывается из кирпича, пиленого камня, железобетона. Постамент делается в виде ящика, стенки которого сложены из бревен, досок, кирпича или камня, а внутренность заполнена битым мелким камнем, песком, глиной, горелой землей.

Таблица 1. Зависимость цвета каления заготовки от температуры нагрева

Таблица 2. Определение температуры нагрева по цветам побежалости
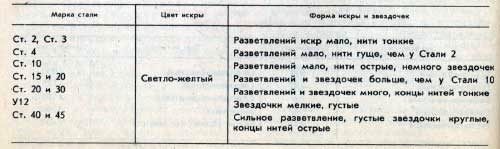
Таблица 3. Определение марок стали по искре
Центральное место стола занимает очаг, или горновое гнездо (иногда предусматриваются два очага). Горн, предназначенный для художественной ковки, обычно делается с центральным расположением очага. Размеры гнезда определяются назначением горна и размерами нагреваемых, заготовок. Центральное гнездо имеет в плане круглую или квадратную форму размером 200×200 или 400×400 мм и глубиной 100-150 мм.

Рис.2. Устройство фурмы
Рассмотрим устройство и принцип действия обычной фурмы нижнего дутья (рис. 2). Воздух (от вентилятора или мехов) подводится через патрубок в корпус фурмы и через чугунную колосниковую решетку попадает в зону горения. Регулирование количества подаваемого воздуха осуществляется заслонкой. Для очистки корпуса фурмы от золы и других отходов горения предназначена донная крышка.
Для создания пламени различного вида применяют колосниковые решетки с определенными формами отверстий для прохода воздуха. Так, равномерно расположенные круглые отверстия способствуют образованию цилиндрического факельного пламени, щелевые отверстия - узкого и удлиненного.
Над стационарным горном для сбора и отвода из кузницы дыма и газов устанавливается вытяжной зонт. Размеры нижнего входного отверстия зонта обычно соответствуют размерам стола горна. Зонты, как правило, изготовляют из листового железа толщиной 0,5 - 1,5 мм.

Рис.3. Оборудование для нагрева заготовок: стационарный металлический горн (слева): 1-вытяжная труба; 2-зонт; 3-бачок с водой для охлаждения инструмента; 4-рычаг для регулирования подачи воздуха; 5-воздухопровод; 6-заслонка; 7-конический наконечник; 8-фурма; 9-литой стол; 10-очаг; типы зонтов (справа): а,б-дымоход в стене; в-наружный боковой дымоход; г-наружный центральный дымоход
Как правило, зонты укрепляют над горном на высоте 500-600 мм от стола (рис. 3). Однако не всегда такая высота расположения зонта способствует максимальному удалению отходящих газов. Поэтому для лучшего улавливания дыма высоту зонта приходится определять опытным путем, учитывая особенности горна, например силу дутья.
В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов - быстрое их прогорание.

Рис.4. Стационарный горн с кирпичным зонтом (слева): 1-бачок с водой; 2-водоохлаждаемая фурма; шахтный газовый горн (справа)
Более надежны и долговечны зонты, сложенные из огнеупорного кирпича (рис. 4). Однако такие зонты значительно тяжелее металлических, и для их устройства необходима металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
Переносные горны применяются для нагрева заготовок небольшого размера. Переносной горн состоит из металлической рамы, на которой сверху крепится стол с очагом и вентилятором для подачи воздуха. Вентилятор приводится во вращение от ножной педали. Можно для нагрева заготовок использовать паяльную лампу, которую ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (рис. 5).

Рис.5. Переносные горны с паяльной лампой
Заготовки закладывают в щель между кирпичами. Или же кирпичи ставят на торец, на них кладут колосниковую решетку, а на нее устанавливают печурку из четырех кирпичей, в которую засыпают уголь. Снизу размещается паяльная лампа с патрубком.

Рис.6. Переносной горн с пылесосом
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 6. Постамент горна сварен из уголков, а верхняя часть стола выложена из огнеупорного кирпича. На верхние горизонтальные уголки кладется фурма с зольником. На расстоянии 150 мм от фурмы к зольнику приваривают патрубок внутренним диаметром 30 мм, который соединяют с шлангом пылесоса. При этом необходимо иметь в виду, что шланг вставляется в этом случае не в нижнее, а в верхнее (нагнетающее) гнездо пылесоса. Нижнюю чашку пылесоса с фильтром снимают, а пылесос устанавливают на подставку. В тех случаях когда отсутствует электричество для привода вентилятора, можно использовать мехи.
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно (рис.7).

Рис.7. Клинчатые мехи
В современных кузницах для дутья применяют различные вентиляторы с электроприводом.
РАБОЧЕЕ МЕСТО КУЗНЕЦА, ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Для кузнечных работ необходимо большое число разнообразных инструментов и приспособлений. Основной опорный кузнечный инструмент-наковальня (рис. 8).

Рис. 8. Наковальни и шпераки: а - безрогая, однорогая и двурогая наковальни (1 - лицо; 2 - квадратное отверстие; 3 - хвост; 4 - скобы; 5 - стул; 6 - лапы; 7 - конический рог; 8 - незакаленная площадка; 9 - круглое отверстие); 6 - шпераки (1 - вставляемый в наковальню; 2 - вбиваемый в землю; 3 - для мелких работ); в - переносная наковальня; г - наковальня, укрепленная на стуле
Современные наковальни изготовляют из стали 45Л методом литья массой от 10 до 270 кг. Наковальни бывают разных типов: безрогие, однорогие, двурогие. Наиболее удобна и универсальна в работе так называемая двурогая наковальня, приведенная на рис. 8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
Конический рог наковальни предназначен для радиусной гибки полос и прутков, а также для раскатки и сварки кольцевых заготовок.
С противоположной стороны от рога расположен хвост, используемый для гибки и правки замкнутых прямоугольных изделий. В районе хвоста квадратное отверстие размером 35×35 мм, которое применяется для установки подкладного инструмента - нижняков. Около рога расположено круглое отверстие диаметром 15-25 мм для пробивки отверстий в заготовках.
Снизу у наковальни лапы, необходимые для крепления наковальни (с помощью скоб) к деревянному стулу или металлической подставке. В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500-600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
Легкие переносные (походные) наковальни имеют специальные ножки.
Наковальни продаются в хозяйственных магазинах. Если наковальню купить не удалось, то на первое время ее можно заменить куском рельс или массивным прямоугольным металлическим бруском.
Большое внимание следует уделить установке стула, который должен стоять вертикально и не вибрировать. Для этого стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Высота стула зависит от роста кузнеца и обычно составляет 600-700 мм. Самая удобная для работы высота, когда кузнец, стоящий рядом с наковальней, не наклоняясь, достает до наличника слегка согнутыми пальцами.
Качественная наковальня издает высокий и чистый звук при легком ударе молотком, а молоток при этом отскакивает со звоном.
Для мелких работ кузнецы применяют наковальни
небольших размеров или специальные наковальни -
шпераки (рис. 8, б). Одни шпераки устанавливаются
своими четырехгранными хвостовиками в
квадратное отверстие наковальни, другие, имеющие
удлиненную вертикальную стойку, вбиваются
заостренным концом в деревянный чурбан или в землю.

Рис. 9. Ударный инструмент: 1-с шаровым задком; 2,4-с клиновидным односторонним задком; 3,6-с двусторонним продольным задком; 5-с двусторонним поперечным задком
К ударному инструменту относят молотки-ручники, боевые молоты и кувалды (рис. 9). Ручник - основной инструмент кузнеца, с помощью которого он кует небольшие изделия или управляет процессом ковки с молотобойцами.
Обычно ручники имеют массу 0,5-2 кг, но часто кузнецы применяют и более тяжелые молотки массой до 4-5 кг. Рукоятки ручников делают из древесины лиственных пород деревьев (граба, клена, кизила, березы, рябины, ясеня). Рукоятки должны быть гладкими, без трещин, удобно лежать в руке, длина их 350-600 мм.
Боевые молоты -это тяжелые молотки массой 10-12 кг, которыми молотобойцы работают двумя руками. Головки боевых молотов бывают с односторонним клиновидным задком, а также с двусторонним задком (продольным или поперечным). Нижняя рабочая поверхность головки (бой) предназначена для основной ковки, а верхний клиновидный задок - для разгона металла вдоль или поперек оси заготовки. Рукоятка молота изготовляется из тех же пород деревьев, что и у ручника; длина рукоятки подбирается в зависимости от массы головки молота, роста молотобойца и достигает 70-95 см.
Кувалда - тяжелый (до 16 кг) молот с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила.
Все ударные инструменты должны быть максимально надежны, при этом особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота - всада, куда вставляется рукоятка, - делается эллипсообразной и имеет двусторонний уклон 1:10 от середины к боковым граням. Это облегчает всаживание рукоятки в головку молота и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самыми надежными являются металлические заершенные клинья, которые входят на глубину, равную 2/3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
При работе боевыми молотами используют три вида ударов: легкие (локтевые), средние, или плечевые (удар с плеча), сильные (навесные), когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке заготовок большой массы и при кузнечной сварке массивных деталей (рис. 10).

Для улучшения качества изготовляемых изделий и повышения производительности кузнецы часто применяют различный подкладной инструмент, устанавливаемый под молот или на наковальню. Для работы под молот используются простые и фасонные кузнечные зубила, пробойники, гладилки и раскатки (рис. 11). На наковальню устанавливаются подсечки, конусные оправки, вилки для гибки, гвоздильни, различные скобы и приспособления для специальных видов ковки.

Рис. 11. Подкладной инструмент: а-зубила (1-для поперечной рубки холодного металла; 2-для поперечной рубки горячего металла; 3-для продольной рубки; 4-для рубки по радиусу; 5-для фасонной рубки); б-пробойник (изготовляют с круглым, квадратным и другими сечениями бородки); в-прошивни (1-конические; 2-цилиндрические); г-гладилки; д-раскатка
Применяется и парный подкладной инструмент, к которому относятся обжимки, подбойники, гвоздильни с шляпочными молотками, специальные штампы для фигурных изделий.
Рукоятки подкладного инструмента делают из дерева, толстой проволоки или упругого троса. Длина рукояток 500- 600 мм. Деревянные рукоятки забивают во всад головки не расклинивая. Это делают для того, чтобы вибрация и удары не передавались через рукоятку. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса заклинивают и запаивают во всаде.
Рассмотрим некоторые особенности подкладного инструмента..
Начнем с подкладного инструмента под молот. Зубила кузнечные подразделяются на зубила для рубки нагретых и холодных заготовок. Зубила для холодной рубки делают более массивными, с углом заточки ножа 60°, ножи у зубил для горячей рубки делаются более тонкими, с углом заточки 30° (рис. 11, а).
Форма ножа у зубил для художественной ковки делается либо прямолинейной, либо с кривизной в одной плоскости (или даже в двух плоскостях).
Зубила с прямым ножом изготовляют как для поперечной рубки, так и для продольной, с односторонней заточкой или двухсторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки - перпендикулярно ручке. Односторонняя заточка зубила применяется в том случае, когда требуется получить срез с перпендикулярным торцом, а если у изделия допускается наклонный торец или нужна фаска, то необходимы зубила с двухсторонней заточкой. Зубила с притупленным ножом используют для нанесения различных орнаментов на изделия.
Зубила с кривизной ножа в горизонтальной плоскости служат для вырубки из листового материала различных криволинейных элементов, например цветов, акантовых листьев.
Фасонные зубила с двойной кривизной ножа применяются для вырубки каких-либо элементов из объемных заготовок.
Кузнецы при работе зубилом обязаны иметь в виду следующее: чтобы нож не тупился, под заготовку необходимо подложить прокладку (железный или медный лист). Кстати, прокладка предохранит лицо наковальни от повреждения.
При отрубке от заготовки части следует соблюдать некоторые правила. Так, начальные и завершающие удары по зубилу нужно наносить весьма осторожно: вначале - чтобы зубило правильно врезалось в заготовку, в конце - чтобы отрубаемая часть не улетела и не поранила кого-либо. Место, где производится отрубка, необходимо огородить сеткой.
Пробойники предназначены для пробивки отверстий, различных углублений в сравнительно тонких заготовках и для орнаментации изделий. В зависимости от формы пробиваемых отверстий сечение бородки (рабочей части пробойника) может быть круглым, овальным, квадратным, прямоугольным или фасонным (рис. 11, 6)..
Для пробивки отверстий в толстых заготовках применяют прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 11, в).
Из кузнечной практики известно, что для облегчения извлекания прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля (в процессе прошивки газы, образующиеся из угля, способствуют выталкиванию инструмента).
Гладилки служат для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и цилиндрическими рабочими поверхностями различных размеров и формы. Для выравнивания больших плоскостей обычно применяют гладилки с рабочей поверхностью размером 100×100 мм, для выравнивания небольших поверхностей - гладилки размером 50×50 мм. Гладилки с цилиндрической поверхностью необходимы для выравнивания галтелей и радиусных поверхностей (рис. 11, г.].
Раскатки предназначаются для ускорения раздачи (удлинения) металла вдоль и поперек оси заготовок, а также для выбивания цилиндрических пазов на заготовках и для орнаментации изделий (рис. 11, д).
Познакомимся с подкладным инструментом, установленным на наковальню. Такой инструмент снабжается хвостовиком квадратного сечения, который вставляется в соответствующее гнездо в наковальне (рис. 12).

Рис. 12. Подкладной инструмент, устанавливаемый на наковальне: 1-просечки; 2-конусные оправки; 3-вилка; 4-6-оправки
Подсечки применяют для рубки заготовок при помощи ручника. Заготовку накладывают на лезвие подсечки и, ударяя по ней ручником, отрубают необходимую часть. Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
Конусные оправки служат для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки используют для гибки и завивки заготовок. Кроме того, к подкладным инструментам относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.

Рис. 13. Парный подкладной инструмент: а-обжимки (1-3) и подбойка (4); б-приспособления для высадки гвоздей, болтов, заклепок
Парный подкладной инструмент включает в себя нижний инструмент (нижних), который хвостовиком квадратного сечения вставляется в отверстие наковальни, и верхний инструмент (верхняк), имеющий рукоятку для держания (рис. 13, а).
К этой группе относят обжимки (для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы) и подбойки (для продольной или поперечной раздачи металла). Для специальных художественных работ применяются особые штампы с рельефами типа листьев, пик, розеток и т. п..
К подкладному инструменту можно отнести и гвоздильную плиту со специальными сквозными отверстиями разных размеров для высадки головок гвоздей, болтов и закрепок (рис. 13, б).
Для придания головке гвоздя, болта или заклепки необходимой формы (сферы, призмы, квадрата, шестигранника) применяют специальные шляпочные молотки.
Большую помощь при ковке художественных изделий окажет и массивная стальная плита - форма размером в плане примерно 300×400 мм и толщиной 150-200 мм, по четырем боковым граням которой имеются углубления различной конфигурации и размеров: полукруглые, треугольные, прямоугольные и т.д. Плита необходима при ковке различных фасонных элементов и применяется вместо подкладных штампов. На торцовых поверхностях формы имеются сквозные круглые, квадратные, треугольные и фасонные отверстия для пробивки отверстий при помощи специальных пробойников или пуансонов (рис. 14).
Для изготовления крупных художественных изделий типа оград, балконных решеток, козырьков, подъездов понадобится большая и толстая плита, на которой производятся сборка и правка изделий. В плите предусматриваются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Сборку художественных изделий сложной формы (с выпуклой поверхностью) удобно производить на плитах с соответствующей формой поверхности. Для сварки крупных изделий необходимо иметь специальные стеллажи.
Для работы с раскаленным металлом, конечно же, необходимы клещи. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть легкими, с пружинящими рукоятками, для надежного удержания поковок во время работы рукоятки клешей могут стягиваться специальным кольцом - шпандырем (рис. 15, а).

Рис. 15. Кузнечные клещи (а) и стуловые тиски (б): 1-рукоятка; 2-зажимное кольцо; 3-заклепки; 4-губки; 5-заготовка; 6-петля
Если клещи плотно не захватывают заготовку, то губки клещей нагревают в горне и, захватив ими заготовку, обжимают ручником..
Для зажима раскаленных заготовок служат стуловые
тиски (рис. 15,б) и различные струбцины. Крепятся
такие тиски мощными шурупами, болтами или заклепками
на основной опоре слесарного верстака или на
отдельном стуле - массивном бревне, хорошо
закрепленном в полу кузницы. Верхний уровень губок
обычно располагают на высоте 900 - 1000 мм от уровня
пола..
Для измерения заготовок и изделий в кузнице применяют стальные линейки длиной 250, 500 и 1000 мм, металлические метры, штангенциркули, угольники и др. Кроме того, кузнецы-художники при выполнении массовой продукции широко используют различные шаблоны и калибры, изготовленные из проволоки и листовых материалов (рис. 16).

Рис. 16. Контрольно-измерительный инструмент: а-штангенциркуль; б-кронциркули; в-нутромеры; г-комбинированный измерительный инструмент
Для ухода за горном кузницы понадобятся угольная лопата, кочерга, пика или ломик для пробивки спекшегося угля, метелка для очистки горна от мелкой угольной и шлаковой пыли, брызгало для смачивания угля при спекании купола (шапки) над очагом, щипцы для угля..
Необходимо отметить, что весь необходимый для ковки инструмент должен располагаться на специальном столике в непосредственной близости от рабочего места кузнеца. Высота стола 600-800 мм.
Кроме основного и вспомогательного инструмента, в кузнице всегда размещается ящик для сухого песка, стойка для хранения инструмента, емкости для воды, ящик для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. д.
Хорошо, когда мастерская кузнеца-художника просторная, светлая, включает в себя несколько комнат для отдельных видов работ: эскизно-графических, слесарно-сборочных и кузнечно-сварочных. Кроме этого, желательно помещение для складирования материала, различных полуфабрикатов и др.
Для эскизно-графических работ понадобятся большие столы, так как некоторые элементы приходится прорисовывать в натуральную величину, кульман для вычерчивания отдельных узлов и деталей, а также различные подставки для планшетов, шкафы для хранения эскизов и рисунков.
Помещение для слесарно-сборочных работ снабжается слесарным верстаком с тисками, сверлильным станком, точилом и другим оборудованием, необходимым для сборки и отделки кованых изделий.
История кузнечного дела неотъемлемая часть обработки металлов. В самом начале появилась холодная ковка. Много веков использовался только этот способ изготовления оружия, предметов домашней утвари, ювелирных украшений. Это теперь ювелирная промышленность не имеет к кузнецам никакого отношения, а раньше всё что касалось металлообработки, относилось к кузнечному делу.
Заглянув в книги по истории, повествующие о развитии ремёсел в железном и бронзовом веках, можно увидеть фотографии предметов, изготовленных мастерами из разных уголков Земли. Кузнец – эта профессия овеяна мифами и легендами. Развивалось кузнечное дело на разных территориях по-разному. Только многие века использовался холодный метод ковки металла.
Было и такое название профессии как «Хытрец». Этот эпитет донесли до нас книги, датированные 1073 годом. По праву кузнечное дело тех времён можно назвать хитрым. Кузнецу приходилось различать металлы по цвету, определять их прочность по оттенку на изломе. Было что-то мистическое в самом процессе производства, когда из куска металла под воздействием сильных коротких ударов молота, получалось необычайной красоты или причудливой формы изделие.
При помощи деформации металла, получающего под воздействием сильного давления дополнительную плотность и прочность, выходили из под молота хытреца, корчего, железоковца, ковача, керча, нытря необходимые в быту вещи. Первые упоминания этой профессии можно найти в книгах, передающих мифы древней Греции. Гвоздями выкованными Гефестом был прикован Прометей к скале.
Сила кузнецов воспета во многих литературных произведениях разных эпох. Считали мастеров кузнечного дела знахарями, лекарями и людьми способными изгонять злых духов. Основываясь на подобных поверьях создал Гоголь своего кузнеца Вакулу. Поговаривали, что сам Сварог покровительствует корчим.
Места в России названные в честь кузнечных дел мастеров
Профессия кузнеца требует от мастера хорошей физической подготовки. Так было всегда. Не каждый воин рискнул бы померяться силой с кузнецом. Жителей Псковской области до сих пор называют скобарями, памятуя о том, что кузнецы этих мест голыми руками подковы гнули.
Профессия кузнеца за многолетнюю историю имела множество названий. Одно из наиболее распространённых дало имя городу Керчь. Произошло это название от слова корчев, что означает кузнец. Сопутствующие термины тех времён:
- Корчин – кузнечный;
- Кричное – кованое.
Есть и Москве место, название которого указывает на соседство с кузнечной слободой – это Кузнечный мост. Была такая слобода и в Новгороде. Упоминания о крупных поселениях кузнецов в городах относятся к 15-17 векам. Именно в городах развитие этой профессии получило больше возможностей, благодаря спросу на кованые украшения для фасадов больших домов, территорий садов и парков. Так же как и в Киевской Руси изготавливалось в кузницах холодное оружие, проходящее закалку огнём.
Знаменитые мечи
Не единожды воспет клинок булатный в книгах и гусарских песнях. Классики русской литературы часто использовали в своих произведениях особенности мечей прорубать камень. Прототипом волшебных мечей послужили:
«Эскалибур» — меч короля Артура, который при защите крепости застрял в каменной стене. Народные поверья наделяют этот меч магической силой. В русской культуре подобным артефактом служит меч «Кладенец». «Дюрандале» — меч Роланда и безымянный клинок тасканского рыцаря Гальяно Гвидотти так же смогли проткнуть камень. Способность разрубать камень эти клинки получили благодаря не столько магическим и мистическим силам, а стараниями и умением мастеров их изготовивших.
Меч Гальяно Гвидотти кардинально изменил судьбу своего хозяина. Книги доносят до нас историю о том, что этот рыцарь был канонизирован, хотя до встречи с архангелом Михаилом не был праведником. Михаилу на предложение уйти в монастырь ответил воин, что это произойдёт лишь после того как его меч разрубит камень. Меч вошёл в булыжник, да так там и остался. Современные учёные имели возможность исследовать камень и меч. Их заключение подтвердило то, что клинок пронзил камень именно во времена, описываемые в летописях.
Уже в рыцарские времена кузнечное дело имело немало секретов, передаваемых мастерами из поколения в поколение. Одним из них была форма заготовки, для вышеперечисленных мечей основой послужил четырёхугольный стержень. Широко известны и клинки, относящиеся к японской культуре. Их названия переводятся как «меч срезающий траву», «меч собирающий облака рая». Они отличаются изогнутой формой, что придаёт холодному оружию японских мастеров аэродинамические свойства не характерные для изделий европейских кузнецов.
Одним из знаменитых мечей, представленных в экспозиции польского музея в Познани, является оружие Святого Петра, выкованного в 1 столетии. Знаменит клинок тем, что при аресте Христа перед распятием Пётр сумел отрубить ухо раба. Передан меч в музей был епископом Иордана.
Вехи развития кузнечного дела
Ручная ковка – древнейший способ обработки металлов, ставшая прародительницей штамповки, ковки, литья, прессовки, прокатки, волочения и листовой штамповки. Археологи находили в ходе раскопок металлические изделия датируемые периодом, относящимся к нескольким тысячам лет до нашей эры. Изделия эти выполнены из металлов, встречающихся в природе. Первые металлические находки археологов относятся к 5-4 векам до н.э. Техника волочения при изготовлении изделий из драгоценных металлов обнаружена в бассейнах рек Тигр и Евфрат. Изделия изготовлены в 3 в дон.э. Кузнечное дело на Руси имеет более давнюю историю. Мечи, шлемы, кольчуги, ухваты топоры, украшения и другие кованые вещи датируются 18 в. до н.э.
С 10 по 18 века от рождества Христова в металлообработке появились новые способы:
- закалка металла;
- пайка при помощи меди;
- кузнечная сварка;
- методика многослойного изготовления.
XVI век. При Иване Грозном русская армия была оснащена коваными пушками.
XVII — XVIII – создание государственных оружейных заводов на Урале и в Туле.
Пётр I всячески способствует развитию металлургической отрасли. На военных заводах широко используются водяные двигатели. На рубеже столетий, в 1800 году впервые на тульском заводе была испробована методика горячей штамповки однотипных деталей. Её применил для массового производства кузнец В.А. Пастухов.
В это же время в Вологде кузнецы специализируются на производстве якорей, а в Муроме выпускают скобяные изделия для строительства флота.
XIX в. На смену водяному приводу приходят паровые машины, что способствует развитию кораблестроения и выпуску артиллерийского оснащения флота и армии, для производства которых были необходимы броня, толстые плиты для лафетов, орудийные стволы. Вес падающего молота составлял до 50 тонн. Такие гидравлические прессы расширили возможности до ковки деталей в 250 тонн.
К этому же периоду относятся научные изыскания по деформации металлов. Вооружившись микроскопом, П.П. Аносов стал изучать строение сталей. В ходе исследования в 1841году им была установлена зависимость между структурой и свойствами металлов. Это позволило создавать сталь с необходимыми техническими характеристиками. Д.К. Чернов проводил исследование поведения металлов при нагреве и охлаждении, что послужило открытием структурных изменений. Книги с исследованиями Чернова и Аносова до сих пор служат пособием для металлургов.
Приобщение к мастерству кузнеца через выставки
Кроме постоянных экспозиций в музеях, изделия декоративного кузнечного промысла можно увидеть на выставках, где представлены не оружие и не ювелирные украшения, а работы мастеров для украшения быта. Выставки – это не просто показ красивых вещей, это популяризация, в которой так нуждается кузнечное дело. Несколько 10-летий этот промысел был практически забыт из-за расширяющихся с каждым годом возможностей в металлообработке. Но остальные способы – это штамповка, работа на количество. Только кузнечное дело при работе с металлом поможет раскрыться мастеру наиболее полно.
История возрождения кузнечного дела началась не так давно, но строительство частных домов, способствует этому. Каждый хозяин хочет выделить своё жилище и прилегающую территорию. Выставки мастеров позволяют понять, каким образом это можно сделать неординарно и в то же время не вычурно. Для начинающих кузнецов эти выставки помогают найти свой собственный стиль, подсмотреть у более опытных некоторые приёмы, которыми они делятся, проводя мастер-классы непосредственно в стенах, где проходят показы готовых декоративных изделий.
Выставки кузнечного мастерства проходившие в Арт-Кремле стали хорошим стартом для начинающих, для которых мастера устроили демонстрацию возможностей изменения куска металла, превращающегося во вполне оформившиеся фигурки для украшения жилья.
Отличный способ привить начинающим любовь к обработке металла способом ковки, дав первые уроки мастерства прямо на выставке. «Кузнечный талисман» — это выставка, где каждый желающий имел возможность попробовать свои силы, почувствовать изменения материала под собственными ударами молотом.
Выставки кузнечного мастерства становятся доброй традицией. В сентябре 2015 года в 4 раз была открыта выставка «Кузница счастья», в рамках фестиваля «Бабье лето». Здесь так же проводились мастер-классы.
Овладеть всеми тонкостями науки по обработке металла помогут начинающим многочисленные книги, которые рассказывают о различных технологиях холодной и горячей ковки, литья, кузнечной сварки, технологиях создания декоративных элементов.
Книги могут рассказать о многом, но всё же кузнечное дело как и в старь передаётся мастером ученику из рук в руки.
С металлом начал работать в 1985 году. Понадобились стамески для резьбы по дереву и я пошел в кузницу железной дороги (ПЧ) Изготовить стамески кузнец не мог, во-первых, по незнанию, во-вторых из-за контроля, но показал как нагревать, ковать, закаливать, а главное - подарил учебник "Кузнечное дело", 1959 г. (к сожалению ныне утерянный). Первые стамески грел в банной печи и ковал на куске рельса. Потом наткнулся на заброшенную колхозную кузницу и вывез оттуда наковальню и одну пару клещей, а горн сделал газовый под навесом. Потом построил кузницу, чтобы можно было и зимой работать. Кузница небольшая: 2,5 м х 5м, горн тоже небольшой. Работаю только на древесном угле, который нажигаю сам. Художественной ковкой никогда не занимался - просто неинтересно. В изделии ценю запредельную прочность, хорошие режущие свойства, изящные "полетные формы", а к узорам равнодушен. Все остальные вкусы и пристрастия в моих статьях о булате дамаске и инструментах.
Как начиналось
 Во времена перестройки два художника с высшим образованием организовали кооператив, оформительский. Я у них был резчиком. Но у нас не было инструментов, и тогда я начал делать инструменты у себя в бане. В бане печка есть? Есть. Ну, я в печке грел заготовку, брал чурбак, а на этот чурбак клал кусок рельса. И на этом рельсе я ковал стамески из подшипников, потом обтачивал. С этого и началось: тогда я сделал три комплекта инструментов. Потом эволюция: сделал газовый горн под навесом, потом теплую кузницу.
Во времена перестройки два художника с высшим образованием организовали кооператив, оформительский. Я у них был резчиком. Но у нас не было инструментов, и тогда я начал делать инструменты у себя в бане. В бане печка есть? Есть. Ну, я в печке грел заготовку, брал чурбак, а на этот чурбак клал кусок рельса. И на этом рельсе я ковал стамески из подшипников, потом обтачивал. С этого и началось: тогда я сделал три комплекта инструментов. Потом эволюция: сделал газовый горн под навесом, потом теплую кузницу.
Прошло время, кооператив распался. Я продолжил делать стамески и нашел им сбыт на вернисаже в Измайлово. 17 лет я уже здесь на одном месте торгую.
Про учебу
 Вначале было очень много брака - 90%. У меня есть фотографии: брак за два года. Груды-груды ножей лежат - я их сфотографировал прежде, чем выбросить. Сейчас брака нет, но для этого и требуются годы.
Вначале было очень много брака - 90%. У меня есть фотографии: брак за два года. Груды-груды ножей лежат - я их сфотографировал прежде, чем выбросить. Сейчас брака нет, но для этого и требуются годы.
Я 12-15 лет учился, чтобы делать ножи хорошие . Но это не просто время проходит, а каждую следующую модель ты пытаешься сделать лучше. Только в этом случае ты научишься. Если ты не прыгаешь каждый раз выше - ты прыгаешь ниже. Это же не я выдумываю, это все правила жизни.
Про смысл жизни
Двенадцать лет назад я поставил себе цель - сделать самую лучшую сталь, и я близок к ее достижению. Я победитель Первенства и Чемпионата России по резу. У меня есть ученики. Все религии и философии говорят, что жизнь бессмысленна и бесцельна. Чтобы жить, нужно задаться целью. Нельзя ставить себе низкую планку, нужно ставить запредельную цель - и тогда жить будет интересно. Ведь это же очень просто, но не все это знают.
Про простоту
Я через декоративные ножи прошел давно. К простоте потом приходишь. Простое сделать гораздо труднее. В простых вещах, если у тебя линия на микрон отклонилась, она некрасивая уже, а если у вас что-то вычурное, то вы можете ничего не заметить.
Про выходные и будни
Выходных у меня не бывает. В будни я в кузнице, в выходные - на Вернисаже.
Дома - а я живу под Мценском в глухой деревне - я за неделю, бывает, одного, бывает, двух человек вижу. А здесь в метро зашел - и уже...потом в себя месяц приходишь.
Про покупателей
Мои покупатели - это, в основном, охотники. Иногда они с собаками приходят сюда, потому что собакам тоже скучно. Очень много иностранцев. Больше всего моих ножей в Баварии, там охотников много. Много покупают стамесок канадцы, американцы, бразильцы. В Бразилии они много дерева режут. Я, конечно, всегда спрашиваю: "What country are you from?". "I’m from Brazil", - отвечает он. А я ему: "Yes, I know. It is near Alaska". Он смеется, понимает, что это шутка.
Про Лао-Цзы
30 лет я живу в деревне, а до этого все покрыто мраком. Я уже жил в большом городе, уехал. Когда мне был 21 год, я поступил в университет, на восточный факультет, китайский язык. Я изучал китайский пять лет. Но мы же изучали не только язык (у меня было шесть преподавателей-китайцев), но и культуру, историю. Меня очаровало такое философское мышление - даосизм, учение Лао-Цзы. Это не религия, это философия жизни. И там в самом начале сказано: "Уезжай из города, селись ближе к земле, и пусть твое сердце будет открыто людям". Я взял и уехал. Я убежденный даос уже более сорока лет.
Про досуг
У меня нет телевизора. А доступ в интернет у меня ограничен. Бывает, на выходных к дочери заезжаю в Москве. Почту проверяю. Я читаю очень много - от 70 до 100 книг в год по истории, философии
Про кубинское дерево
Расскажу страшную историю. Шесть месяцев назад ко мне обратился человек с Кубы. Они режут скульптуры из местного дерева и перепробовали резцы всех лучших фирм. Тем не менее от местного дерева все эти стамески крошатся. Такое оно жесткое. Через интернет они нашли меня, обратились, привезли мне образцы дерева. Я сделал первую стамеску - она крошится. Сделал вторую, все равно раскрошилась долго думал. Сделал третью и еще продолжаю. За это время я мог бы 15-20 тысяч заработать, а стамески все равно крошатся. Сейчас буду делать четвертый вариант. Они мне, конечно, еще ничего не платили, да и не из-за денег я это делаю. Меня просто это задело. А дерево, кстати, очень интересное: у него мягкие прослойки, а между ними - твердое, как стекло. Вот, если я с этим деревом справлюсь - буду первым в мире, кто его одолел.
Как в Библии, самый простительный из всех пороков - тщеславие. Все остальные пороки меркнут. Если вас интересует слава, то вряд ли вас будут интересовать деньги и все остальное. Это я - чтобы пафос снизить, чтобы не было чего-то розового.
Примечание: стамески на Кубу сделал в октябре 2012 года, претензий нет.