Плазменная закалка металла. Современные проблемы науки и образования. Цель плазменной закалки
Термическое упрочнение стальных деталей является одним из наиболее эффективных и действенных способов увеличения ресурса работы нагруженных элементов машин и механизмов, а также снижения их материалоемкости. Во многих случаях технически и экономически оправдана локальная термообработка. При этом упрочняют только наиболее нагруженную рабочую поверхность детали, оставляя нетронутой сердцевину. Для поверхностного упрочнения деталей в промышленности широко применяют термическую высокочастотную и газопламенную обработки.Дальнейший прогресс в повышении качества термообработки рабочих поверхностей деталей связывают с применением концентрированных источников энергии: электронного и лазерного луча, плазменной струи. При этом достигаются более высокие эксплуатационные свойства и качество упрочнения. Из всех способов термообработки высококонцентрированными источниками нагрева наиболее экономичным и производительным является плазменный. Он характеризуется меньшей стоимостью, доступностью технологического оборудования и большими размерами упрочненной зоны.
Особенности плазменной поверхностной закалки - кратковременность процесса нагрева и возможность создания условий охлаждения, обеспечивающих высокую интенсивность, - оказывают существенное влияние на структуру закаленного слоя. Эффект скорости охлаждения при металлографическом исследовании прежде всего заметен в диспергировании структуры. Скорость нагрева оказывает существенное влияние на размер рекристаллизованного зерна, так как с ее увеличением число центров рекристаллизации растет быстрее, чем скорость роста центров. Это приводит к измельчению зерна. Кратковременное пребывание стали в области закалочных температур и протекание фазовых превращений при температурах, превышающих равновесные, приводят к получению механических свойств, отличающихся от свойств стали, закаленной с нагревом от традиционных источников теплоты. В доэвтектоидной стали при быстром нагреве, когда структурно свободный феррит претерпевает перекристаллизацию без влияния атомов углерода, аустенитное зерно всегда несколько мельче того, которое обычно получается при медленном нагреве до температуры аустенизации. Такое изменение блочной структуры аустенита приводит к уменьшению размеров когерентных областей и увеличению значений микронапряжений и искажений в закаленной стали. В условиях поверхностной закалки это становится причиной повышения твердости закаленного слоя. В предварительно сорбитизированных структурах выравнивание концентрации углерода в аустените протекает быстрее, поэтому при нагреве стали с такой структурой размер зерна аустенита может быть еще более мелким - 14-16 баллов. Соответственно и игольчатость мартенсита имеет более тонкое строение, приближающееся к структуре, характеризующейся как безигольчатый мартенсит. Измельчение структуры мартенсита приводит к увеличению ударной вязкости.
Применение быстрого нагрева, способствующего получению более мелкой структуры закаленной стали, дает возможность получить более благоприятное сочетание свойств прочности и вязкости.
Повышение уровня эксплуатационных свойств упрочняемой детали достигается за счет совершенствования технологии упрочнения, что, в конечном счете, сводится к обеспечению оптимального термического цикла (нагрева-охлаждения) исходя из закономерностей структурных, фазовых и полиморфных превращений упрочняемого материала.
Нагрев под закалку по технологии НПП "ТОПАС" осуществляют высокоэн-тальпийной плазменной струей, стелящейся вдоль нагреваемой поверхности. Нагретая зона охлаждается сразу при выходе из плазмы, в основном, за счет отвода теплоты в тело массивной стальной детали, кондуктивного и радиационного теплоотвода с поверхности в атмосферу.
Нагрев каждого участка поверхности происходит с нарастающей плотностью теплового потока в соответствии с изменением теплофизических параметров плазмы по мере приближения к устью струи. Эти параметры в свою очередь можно регулировать в широком диапазоне. Особенностью такого процесса является "мягкий" прогрев с относительно небольшой скоростью нарастания температуры до начала аустенитизации стали. При этом параметры греющей среды, время взаимодействия с учетом температуропроводности материала согласуются так, чтобы обеспечить наибольшую глубину прогрева. "Мягкий" прогрев плавно переходит в "жесткий" с высокой скоростью нарастания температуры в поверхностном слое для более полной аустенитизации, гомогенизации и растворения карбидов.
Рассматриваемая схема процесса поверхностного плазменного нагрева под закалку характеризуется высоким КПД (60-80%) и согласованностью темпов нарастания плотности теплового потока греющей среды с теплофизическими свойствами стали.
Научно-производственное предприятие "ТОПАС" разработало новые технологию и оборудование для высокоскоростной плазменной поверхностной закалки.
Для высокотемпературной поверхностной закалки применяют установку УВПЗ-2М. В ее состав входят: источник электропитания; пульт управления с цифровой системой индикации параметров, оптимизации процесса и неразрушающего контроля; электродуговые горелки с кабель-шланговыми пакетами; специальные формирующие насадки со шланговыми пакетами; пакет монтажных соединений и ЗИП.
Техническая характеристика:
Рабочий ток, А... 150-250
Рабочее напряжение, В.... 180-250
Расход сжатого воздуха при давлении в сети 0,5-0,6 МПа, м3/ч.......... 5-8
Расход горючего газа, м3/ч:
метана... 0,5
пропан-бутана.... 0,2
Расход воды для охлаждения при давлении в подводящей сети 0.3 МПа, м3/ч... 1,5
Продолжительность включения ПВ,%...100
Глубина закаленной зоны, мм.... 0,5-3,5
Ширина закаленной зоны, мм... 5-35
Технология поверхностной закалки НПП "ТОПАС" характеризуется новыми возможностями повышения контактно-усталостной прочности металла и, как следствие, увеличением надежности тяжелонагруженных деталей. Она основана на использовании многокомпонентной химически активной высокотемпературной (6000-7000 К) струи продуктов сгорания углеводородного газа (метана, пропан-бутана) с воздухом. Такая высокотемпературная среда характеризуется комбинацией уникальных транспортных и теплофизических свойств. Она более энергоемка, чем любые двухатомные газы при тех же условиях. Теплоотдача от высокотемпературных продуктов сгорания к нагреваемому изделию повышается как за счет высокого температурного уровня, так и благодаря изменению транспортных свойств диссоциированных продуктов сгорания (вследствие их последующей рекомбинации). С технологической точки зрения - это легкость регулирования окислительно-восстановительного потенциала, способность эффективно прогревать материалы, управлять параметрами стабилизированного электродугового разряда и др.
Многократное (5-10 раз) повышение плотности теплового потока может быть достигнуто при закалке с малых дистанций в пределах начального участка струи за счет образования несамостоятельного диффузного разряда между соплом-анодом электродуговой горелки и деталью от отдельного маломощного источника электропитания. Формирование такого разряда в высокотемпературных продуктах сгорания облегчается по сравнению с воздухом и инертными газами. Происходит это благодаря качественному изменению характера приэлектродных процессов на аноде горелки и повышению разности потенциала высокотемпературной струи по отношению к аноду в продуктах сгорания. Доступность и невысокая стоимость используемых рабочих газов делают особенно предпочтительным их применение с увеличением мощности установок, соответственно производительности процессов, когда рабочие параметры смещаются в область повышенных расходов газа.
Среди упрочняющих технологий плазменная является относительно новой, интенсивно развивающейся в последние годы. Широкое распространение получил процесс плазменного поверхностного упрочнения гребней колесных пар без выкатки их из-под локомотива, а также с использованием автоматических линий. Стимулом развития технологии явились участившиеся случаи катастрофического изнашивания колесных пар тягового и подвижного состава на всех железных дорогах бывшего Советского Союза. Среди множества принимаемых мер плазменное поверхностное упрочнение явилось наиболее эффективным.
Технология плазменной поверхностной закалки НПП "ТОПАС" обеспечивает увеличение надежности и долговечности колесных пар тягового и подвижного состава. Интенсивность изнашивания гребней колесных пар с плазменным упрочнением значительно ниже, чем у серийных (в 2,5-3 раза). Разработанная технология закалки колесных пар обеспечивает две отличительные особенности, способствующие улучшению механических свойств (в т. ч. снижению коэффициента трения в контакте гребня с боковой поверхностью рельса) и повышению трещиностойкости материала колеса в зоне плазменного упрочнения:
локальное (в зоне наибольшего износа) поверхностное упрочнение гребня колеса на глубину 2,5-3 мм и ширину 35 мм с твердостью 280 НВ (в исходном материале) до твердости 450 НВ, что обеспечивает оптимальное соотношение твердости контактирующих поверхностей колеса и рельса;
изменение структуры упрочненной зоны колеса - с феррито-перлитной смеси с размером исходных зерен 30-40 мкм до смеси мелкоигольчатого мартенсита с розеточным трооститом 50:50%.
Плазменная поверхностная закалка лезвия почвообрабатывающего инструмента дает существенные преимущества перед традиционными (объемная закалка, наплавка) процессами упрочнения, Инструмент самозатачивается при работе, а сравнительные испытания на трех машиноиспытательных станциях с различными грунтами показали примерно двухкратное увеличение стойкости. Учитывая высокую производительность закалки (2 см/с), легкость полной автоматизации процесса, простоту обслуживания оборудования, низкие текущие затраты и высокую эффективность, лазменное упрочнение лезвий почвообрабатывающего инструмента можно реализовать в условиях ремонтных предприятий.
Плазменную поверхностную обработку можно эффективно применять для повышения стойкости шестерен и металлообрабатывающего инструмента. Проблема дефицита и высокой стоимости инструментальных сталей может быть существенно снижена для машиностроительных предприятий благодаря повышению работоспособности металлообрабатывающего инструмента (резцов, сверл, фрез). Плазменная поверхностная обработка позволяет повысить стойкость данного инструмента в 2-2,5 раза.
Задачей технологии плазменного упрочнения является получение на детали упрочненного слоя с заданными эксплуатационными характеристиками (износостойкость, прочность, трещиностойкость, выносливость и др.).
Технологические процессы, в которых материал подвергают воздействию концентрированных потоков энергии в виде электронного луча, лазера, плазмы (сварка, наплавка, резка, упрочнение, напыление), в настоящее время достаточно распространены в промышленности.
К достоинствам обработки электронным лучом в вакууме следует отнести высокие значения эффективного КПД нагрева (h » 0,85) при общем КПД технологических электронно-лучевых установок 50%, возможность передачи потоков энергии мощностью более 40-100 кВт, отсутствие окисления нагреваемой поверхности, высокую производительность процесса и др. В то же время большие капитальные затраты на приобретение и монтаж оборудования, затраты, связанные с его эксплуатацией и обслуживанием, ограничивают применение электронно-лучевой обработки деталей крупносерийным и массовым производством в машиностроении и инструментальной промышленности.
Лазерная обработка интенсивно развивается, но основное распространение получили лазеры мощностью до 5 кВт. Лазеры большей мощности являются дорогостоящим оборудованием, эксплуатация которого экономически целесообразна при его загрузке на 80-90%.
Лазерное излучение обеспечивает наиболее высокую концентрацию нагрева (плотность мощности) 10 8 -10 9 Вт/см 2 , но не для всех технологических процессов это преимущество может быть реализовано. Так, при упрочнении без оплавления существует критическая плотность мощности Е кр, выше которой происходит оплавление поверхности. Для различных сталей значение Е кр находится в интервале (2-6)10 4 Вт/см 2 , т. е. используется диапазон плотности мощности, характерный для плазменной обработки.
Плазменные источники обеспечивают плотность мощности 10 4 -10 5 Вт/см 2 , т. е. меньше, чем электронный и лазерный луч, но их единичная мощность может достигать 160 кВт и более, а эффективный КПД нагрева - 0,72. Плазменное оборудование по стоимости и сложности изготовления вполне сопоставимо с электродуговым. Его широко применяют для резки, наплавки, напыления, сварки и более ограниченно для упрочнения.
Способы плазменного упрочнения
Следует выделить два направления использования плазменного нагрева. Первое связано с использованием нагрева, осуществляемого плазмой тлеющего разряда в вакуумной камере при давлении остаточного воздуха 1,33-13,3 Па. Этот процесс получил распространение для химико-термической обработки инструмента и других малогабаритных деталей. К недостаткам способа следует отнести наличие вакуумной камеры и ограничение обрабатываемых деталей ее размерами. Кроме того, плотность мощности, передаваемая обрабатываемой детали, небольшая.
К этому же направлению следует отнести и технологию электролитно-плазменного упрочнения. Электролитный нагреватель, включенный в электрическую цепь в качестве анода, подводят к изделию, которое является катодом. Замыкание электрической цепи между анодом-электронагревателем и поверхностью изделия происходит через электролит (водный раствор соли). Преобразование электрической энергии в тепловую идет преимущественно в приграничном к изделию слое. В результате нагрева этот слой переходит в парогазовое состояние, в нем под воздействием приложенного напряжения возбуждаются микродуги. Плотность мощности достигает 2,4 × 10 3 Вт/см 2 . Так как в качестве электролита используют водный раствор соли, то этим же электролитом можно производить охлаждение и закалку нагретых участков поверхности.
Второе направление применения плазменного нагрева базируется на использовании сжатой дуги прямого или косвенного действия, генерируемой специальным плазмотроном. Под воздействием стенок канала сопла и струи плазмообразующего газа столб дуги сжимается, его поперечное сечение уменьшается, а температура в центральной части столба дуги повышается до 10 000-50 000 К. В результате внутренний слой, соприкасающийся со столбом дуги, превращается в плазму, а наружный спой, омывающий стенки канала сопла, остается сравнительно холодным, образуя электрическую и тепловую изоляцию между потоком плазмы и каналом сопла. Этот охлажденный слой газа препятствует отклонению столба дуги от заданного направления и замыканию его на стенку канала сопла. Напряжение сжатой дуги составляет 60-200 В, что в три-десять раз больше, чем в свободной дуге. Плотность тока сжатой дуги достигает 100 А/мм 2 , т. е. на порядок выше, чем у свободной, а удельная мощность достигает 2 × 10 6 Вт/см 2 .
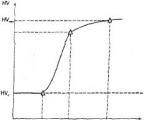
Упрочнение сталей с нагревом концентрированными потоками энергии (КПЭ) по аналогии с другими видами закалки заключается в формировании на этапе нагрева аустенитной структуры и ее последующем превращении в мартенсит на этапе охлаждения. При этом подводимая тепловая энергия больше энергии, необходимой для перестройки кристаллической решетки, а сама перестройка происходит с некоторой конечной скоростью. Поэтому превращение осуществляется в интервале температур от Ас1нач до Ас1кон, т. е. окончание аустенитного превращения смещается в область высоких температур Т (рис. 1, область 1).
Вследствие высокой скорости нагрева диффузионные процессы перестройки решетки объемно-центрированного куба избыточного феррита в решетку гранецентрированного куба аустенита могут не заканчиваться на линии GS диаграммы Fe - Fe 3 C и сдвигаться в область более высоких температур (область 2). Также может происходить микроплавление границы цементита с аустенитом (область 3).
Рис. 1. Участок диаграммы Fe - Fe 3 C с особенностями структурных превращений при высокоскоростном нагреве
При обработке сварочной дугой скорость нагрева достигает 1000-3000 °С/с. При таких скоростях нагрева смещение всех стадий аустенизации в сталях в область более высоких температур может достигать 100-300 °С. В результате нагрева КПЭ формируется структура, особенности которой обусловлены степенью завершенности процесса аустенизации, определяемой скоростью и температурой нагрева, временем воздействия, исходной структурой и др. При достаточно высокой температуре нагрева или при относительно большом времени воздействия возможно формирование однородного аустенита. Уменьшение температуры нагрева и времени воздействия в результате повышения критических точек и замедления процесса гомогенизации приводит к большой неоднородности аустенита в стали, особенно по углероду. Кроме аустенита, в этих условиях при высокой температуре возможно существование нерастворившихся карбидов.
Степень неоднородности структуры, образовавшейся в результате нагрева КПЭ, зависит от дисперсности исходной структуры. Причем чем дисперснее исходная структура, тем меньше неоднородность аустенита.
Процесс обработки КПЭ с целью термоупрочнения характеризуется высокими скоростями охлаждения, которые приводят к закалке поверхностных участков. Для получения мартенсита в сплавах железо-углерод в интервале температур минимальной устойчивости аустенита (400-600 0 С) необходимо обеспечить скорость охлаждения больше критической, которая для большинства сплавов железа находится в интервале 50-200 °С/с. Охлаждение при нагреве КПЭ характеризуется значительно большими скоростями. Так, скорость охлаждения при плазменном упрочнении изменяется в пределах от 10 4 до 10 6 °С/с. Плазменное упрочнение осуществляют без оплавления и с оплавлением поверхности детали.
Установлены энергетические пороги, определяющие режимы упрочнения (рис. 2). Энергетический порог W 1, соответствует нагреву металла до температуры начала аустенитного превращения. Дальнейшее увеличение плотности мощности приводит к возрастанию твердости обрабатываемой стали, которая достигает наибольшей величины при нагреве без оплавления при втором значении энергетического порога W 2. Затем увеличение плотности мощности приводит к незначительному повышению твердости, а третий порог W 3 соответствует началу оплавления поверхности.

Рис. 2. Влияние плотности мощности в пятне нагрева на поверхностную твердость
Плазменное упрочнение без оплавления поверхности наиболее распространено, так как позволяет в широких пределах регулировать твердость, размеры и эксплуатационные характеристики обрабатываемой зоны при сохранении высокого качества поверхности. Упрочнение с оплавлением поверхности обычно используют для достижения особых эксплуатационных свойств.
При плазменном термоупрочнении отдельные слои обрабатываемого участка прогреваются по глубине до различных температур, вследствие чего зона термического воздействия (ЗТВ) имеет слоистое строение. В зависимости от микроструктуры и микротвердости в сталях по глубине ЗТВ различают три слоя (рис. 3).

Рис. 3. Схема строения ЗТВ при плазменном упрочнении
Зона оплавления 1 (первый слой) имеет место при закалке с оплавлением. Как правило, зона оплавления имеет столбчатое строение с кристаллами, вытянутыми в направлении теплоотвода. Основная структурная составляющая - мартенсит, карбиды обычно растворяются. При оптимальных режимах закалки с расплавлением обезуглероживание не происходит, нет пор и шлаковых включений. При плазменной закалке без оплавления первый слой отсутствует.
Второй слой - зона закалки 2 из твердой фазы. Его нижняя граница определяется температурой нагрева до Ас1. В этом случае наряду с полной закалкой происходит и неполная. По глубине данный слой характеризуется структурной неоднородностью. Ближе к поверхности имеются мартенсит и остаточный аустенит, полученные при охлаждении из гомогенного аустенита. Ближе к исходному металлу наряду с мартенситом имеются элементы исходной структуры: феррит в доэвтектоидной стали и цементит в заэвтектоидной.
В переходной зоне 3 (третий слой) металл нагревается ниже точки Ас1. Если сталь имеет исходное состояние после закалки или отпуска, то в результате плазменной обработки в этом слое образуются структуры отпуска - троостит или сорбит, характеризуемые пониженной твердостью.
Зона термического влияния плазменной струи (дуги) имеет форму сегмента, по своему строению она аналогична ЗТВ электронного и лазерного лучей.
При плазменном нагреве не всегда удается избежать накопления теплоты в обрабатываемом изделии. С целью устранения накопления теплоты в изделии используют плазменное упрочнение в жидких средах. Обрабатываемое изделие погружают в жидкость таким образом, чтобы над его поверхностью была жидкая прослойка определенной толщины.
Литература:
Лащенко Г.И. Плазменное упрочнение и напыление. – К.: «Екотехнолог i я», 2003 – 64 с.
УДК 621. 791
ПЛАЗМЕННАЯ ЗАКАЛКА ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ
© Коротков Владимир Александрович, д-р техн. наук, e-mail: [email protected]
Нижнетагильский филиал Уральского федерального университета. Россия, г. Нижний Тагил Статья поступила 11.05.2012 г.
Разработка ручной поверхностной закалки плазменной дугой дала возможность упрочнять изделия, которые ранее не упрочнялись, и позволила решить многие задачи по увеличению срока эксплуатации металлургического оборудования. В несколько раз увеличен срок службы зубчатых колес литейных кранов, конусов дробилок, крановых рельсов, штампов различного назначения.
Ключевые слова: плазменная закалка; детали металлургического оборудования; износостойкость.
лияние закалки на долговечность деталей оборудования; способы закалки. Закалка чугуна и стали увеличивает твердость примерно в два раза, при этом износостойкость в зависимости от условий эксплуатации может увеличиваться в десятки раз, что объясняет ее применение при изготовлении деталей металлургического оборудования, относящихся к категории быстро изнашиваемых. Однако применение закалки сдерживается из-за того, что не для всех деталей возможно ее проведение из-за плохой прокали-ваемости массивных деталей, деформирования и образования трещин в них, высокой себестоимости, увеличивающейся в результате проведения обязательного отпуска. Для преодоления этих недостатков были разработаны способы поверхностной закалки с применением высококонцентрированных источников нагрева: электроконтактного и электролизного, газового пламени, токов высокой частоты (ТВЧ), лазерного и электронного лучей. Они способствовали расширению применения закалки, но, имея собственные недостатки, проблему не решили; по настоящее время эксплуатируется металлургическое оборудование с большим числом контактных поверхностей (сопряжений) деталей, не имеющих упрочнения, по этой причине быстро изнашивающихся и обусловливающих частые и дорогостоящие ремонты.
Одним из ранее не применявшихся способов поверхностной закалки стала закалка плазменной дугой. Первые сведения о нем появились в 80-х годах прошлого столетия. Наличие в промышленности плазменных аппаратов для резки, сварки, напыления было одной из причин поиска способа их применения для поверхностной закалки. Установку микроплазменной сварки применили для
закалки деталей шахтного оборудования, а установку плазменного напыления - для закалки деталей прокатных валков . Аппарат плазменной сварки УПС-501 модернизировали для закалки бандажей рельсо-правильных машин, а затем -прокатных валков . Адаптирована для закалки также установка плазменной резки УПР-404 .
Плазменная закалка 1980-1990-х годов имела существенный недостаток. Она применялась только в автоматическом режиме, когда параметры настройки легко поддерживаются неизменными, ручное же ведение процесса было практически невозможно. В современный век роботов и «безлюдных» производств разработка ручной технологии может показаться ошибочной. Однако, ручные технологии, благодаря универсальности, демонстрируют жизнеспособность. В мире основной объем сварки (более 80%) продолжают выполнять с помощью электродов или полуавтоматов, т.е. вручную. По аналогии полагали (этот расчет оправдался), что с разработкой ручного способа плазменной закалки объемы ее применения возрастут, и произойдет это за счет изделий,
Рис. 1. Закалка установкой УДГЗ-200
для которых ранее по тем или иным причинам провести закалку было невозможно.
Разработка способа ручной плазменной закалки и его характеристики. Проблема ручной плазменной закалки была решена в 2002 г. в ООО «Композит», созданном в 1990 г. при Нижнетагильском филиале УПИ (ныне УрФУ). Здесь разработали способ и установку УДГЗ-200 для ручной плазменной закалки .
В установке УДГЗ-200 (рис. 1) предусмотрена горелка, небольшие размеры которой делают ее удобной для ручного манипулирования, и позволяют обрабатывать самые труднодоступные места деталей.
Техническая характеристика установки УДГЗ-
200 приведена ниже
Масса (источник питания, горелка, блок
охлаждения горелки), кг 20 + 0,5 + 20
Напряжение сети, В 380
Мощность, кВт 10
Производительность, см2/мин 25-95
Расход рабочего газа (аргона), л/мин 15
Глубина закалки, мм 0,5-1,5 Твердость после закалки (в зависимости от
марки стали) до ИКС 65
При закалке сварщик перемещает дугу по поверхности со скоростью, обеспечивающей «вспо-тевание» (состояние предшествующее плавлению) поверхности под дугой. Этот процесс контролировать не труднее, чем плавление при сварке, но оно обеспечивает необходимый для закалки нагрев и не допускает грубого оплавления поверхности. Дуга оставляет на поверхности закаленные полосы шириной 8-16 мм, которые сварщик располагает с некоторым перекрытием. На их поверхности наблюдаются цвета побежалости в результате образования тонкой пленки оксидов, которая не оказывает существенного влияния на шероховатость в диапазоне Rz = 4-40 (рис. 2). Кроме того, плазменная закалка не дает значительных деформаций, что, в совокупности
Рис. 2. Плазменная дуга и закаленная ею полоса
с предыдущим позволяет исключить для многих деталей трудоемкую финишную механическую обработку твердого закаленного слоя и, как следствие, снизить трудоемкость и себестоимость производства.
Закалка происходит за счет отвода тепла в тело детали без подачи охладителя (воды) к месту нагрева . Поэтому установка УДГЗ-200 применяется на ремонтных площадках, по месту механообработки и эксплуатации деталей, а не только в термических цехах и специализированных участках. Работу на ней осваивают сварщики 2-го-3-го разрядов. При этом процесс закалки может быть механизирован, автоматизирован и роботизирован, что делает УДГЗ-200 пригодной к применению в современных высокотехнологичных производствах. Наличие установки УДГЗ-200 в определенной мере восполняет отсутствие печей для закалки, цементации, установок ТВЧ, делает закалку экологически чистой.
На рис. 3 представлен характерный микрошлиф закаленного слоя толщиной примерно 1 мм и распределение твердости в закаленных полосах, выполненных с перекрытием. Видно, что в результате нагрева плазменной дугой микротвердость увеличилась более чем вдвое: от -НУ 250 до НУ 700-800. В месте перекрытия полос (двойной закалки) микротвердость возрастает до НУ 800-900, а в зоне термического влияния второй полосы на первую снижается до НУ 600-700 вследствие протекания процессов отпуска.
Увеличение долговечности деталей металлургического оборудования в результате плазменной закалки. Закалка (см. рис. 1) установкой УДГЗ-200 зубчатых колес (сталь 35ГЛ, z = 90, т = 24) сталеразливочного крана (на Нижнетагильском металлургическом комбинате) грузо-
Расстояние от края второй закаленной полосы, мм
Рис. 3. Поперечное сечение образца (сталь 45) с двумя
полосами закалки плазменной дугой (внизу); распределение £
от поверхности (вверху) ш
подъемностью 225 т (выполняется с 2004 г.) увеличила твердость зубьев от НВ200 до НВ500 и срок службы - от 6 мес. до 17 мес., т.е. в 2,8 раза. Такие же колеса на кране меньшей грузоподъемности (на Челябинском металлургическом комбинате) (180 т) служат 10-11 мес. (до износа зубьев около 11 мм). После плазменной закалки они отработали вдвое больше и имели износ порядка 1 мм, т.е. на толщину закаленного слоя. Поскольку, износ зубьев не достиг предельного значения (11 мм), то сделана повторная закалка зубчатого колеса прямо на кране, без его демонтажа. Экономия за счет сокращения закупки зубчатых колес и расходов по их замене в данном случае составила примерно 4,8 млн руб., при эффективности вложений в плазменную закалку порядка 28 руб. экономии на каждый рубль расходов на закалку.
Подобным образом (предварительная закалкой новых зубчатых колес и повторные закалки без демонтажа по мере износа закаленного слоя) в семь раз увеличен срок службы зубчатого венца (сталь 40ГЛ) барабана окомкователя и под-венцовой шестерни (сталь 34ХН1М) в агломерационной установке. Экономия составила почти 38 млн руб. при эффективности вложений в плазменную закалку около 5 руб. экономии на каждый рубль затрат.
Шестерни (т = 10; г = 16) из конструкционной стали 40Х в «улучшеном» состоянии, в открытой передаче укладчика, работающего с вагоноопро-кидывателем в том же агломерационном производстве, изнашивались в течении одной недели. Плазменная закалка увеличила наработку - до четырех недель, т.е. в четыре раза. При этом износился только закаленный слой (~1мм), что позволило повторять закалку прямо на укладчике и увеличить срок службы шестерней до восьми раз.
В приводе прокатного стана 300 крутящий момент передается валкам через шлицевые муфты (сталь 45), срок службы которых не превышал трех месяцев. Упрочнение шлицев существенно снизило их износ: после двукратной наработки он составлял менее 10%.
Размеры закалочной горелки установки УДГЗ-200 позволяют закаливать зубья шестерен с модулем т > 6. Закалка производится по боковой поверхности зуба. Впадины между зубьями не закаливаются, так как там плазменная дуга не действует. Это недостаток закалки ТВЧ, вызывающий поломку зубьев при эксплуатации. Однако плазменная закалка только боковых поверхностей к поломкам не приводит, так как производится последовательно, тогда как закалка ТВЧ -
Рис. 4. Плазменная закалка зубьев (справа) исключила поломки имевшие место при закалке ТВЧ (слева)
одновременно по всему профилю, с наведением высоких остаточных напряжений. Кроме того, при закалке зубьев ТВЧ необходимо соблюдать еще одно условие - не допускать прокалки зубьев на всю толщину, для чего используют сталь пониженной про-каливаемости. В случаях поломки зубьев приводных шестерен из
конструкционных сталей (рис. 4) железнодорожных локомотивов (на Качканарском ГОКе) исключить поломки без замены стали удалось применением плазменной закалки, при этом вдвое сократился расход шестерен.
ГОЛЕНИЩЕВ А.А., ГОЛЕНИЩЕВ А.В., ПАНЫЧЕВ А.П., ПОЛУЯКТОВА Т.А., ШАВНИНА М.В. - 2015 г.
ГОЛЕНИЩЕВ А.А., ГОЛЕНИЩЕВ А.В., ИВАНОВ В.А. - 2015 г.
Термическое упрочнение стальных деталей является одним из наиболее эффективных и действенных способов увеличения ресурса работы нагруженных элементов машин и механизмов, а также снижения их материалоемкости. Во многих случаях технически и
экономически оправдана локальная термообработка. При этом упрочняют только наиболее нагруженную рабочую поверхность детали, оставляя нетронутой сердцевину. Для поверхностного упрочнения деталей в промышленности широко применяют термическую
высокочастотную и газопламенную обработки. Дальнейший прогресс в повышении качества термообработки рабочих поверхностей деталей связывают с применением концентрированных источников энергии: электронного и лазерного луча, плазменной струи. При этом
достигаются более высокие эксплуатационные свойства и качество упрочнения. Из всех способов термообработки высококонцентрированными источниками нагрева наиболее экономичным и производительным является плазменный. Он характеризуется меньшей
стоимостью, доступностью технологического оборудования и большими размерами упрочненной зоны.
Особенности плазменной поверхностной закалки - кратковременность процесса нагрева и возможность создания условий охлаждения, обеспечивающих высокую
интенсивность, - оказывают существенное влияние на структуру закаленного слоя. Эффект скорости охлаждения при металлографическом исследовании прежде всего заметен в диспергировании структуры. Скорость нагрева оказывает существенное влияние на
размер рекристаллизованного зерна, так как с ее увеличением число центров рекристаллизации растет быстрее, чем скорость роста центров. Это приводит к измельчению зерна. Кратковременное пребывание стали в области закалочных температур и протекание
фазовых превращений при температурах, превышающих равновесные, приводят к получению механических свойств, отличающихся от свойств стали, закаленной с нагревом от традиционных источников теплоты. В доэвтектоидной стали при быстром нагреве, когда
структурно свободный феррит претерпевает перекристаллизацию без влияния атомов углерода, аустенитное зерно всегда несколько мельче того, которое обычно получается при медленном нагреве до температуры аустенизации. Такое изменение блочной структуры
аустенита приводит к уменьшению размеров когерентных областей и увеличению значений микронапряжений и искажений в закаленной стали. В условиях поверхностной закалки это становится причиной повышения твердости закаленного слоя. В предварительно
сорбитизированных структурах выравнивание концентрации углерода в аустените протекает быстрее, поэтому при нагреве стали с такой структурой размер зерна аустенита может быть еще более мелким - 14-16 баллов. Соответственно и игольчатость мартенсита
имеет более тонкое строение, приближающееся к структуре, характеризующейся как безигольчатый мартенсит. Измельчение структуры мартенсита приводит к увеличению ударной вязкости. Применение быстрого нагрева, способствующего получению более мелкой
структуры закаленной стали, дает возможность получить более благоприятное сочетание свойств прочности и вязкости.
Повышение уровня эксплуатационных свойств упрочняемой детали достигается за счет совершенствования технологии упрочнения, что,
в конечном счете, сводится к обеспечению оптимального термического цикла (нагрева-охлаждения) исходя из закономерностей структурных, фазовых и полиморфных превращений упрочняемого материала.
Нагрев под закалку по технологии НПП "ТОПАС
" осуществляют высокоэн-тальпийной плазменной струей, стелящейся вдоль нагреваемой поверхности. Нагретая зона охлаждается сразу при выходе из плазмы, в основном, за счет отвода теплоты в тело массивной стальной детали, кондуктивного и
радиационного теплоотвода с поверхности в атмосферу.
Нагрев каждого участка поверхности происходит с нарастающей плотностью теплового потока в соответствии с изменением теплофизических параметров плазмы по мере приближения к устью струи. Эти
параметры в свою очередь можно регулировать в широком диапазоне. Особенностью такого процесса является "мягкий" прогрев с относительно небольшой скоростью нарастания температуры до начала аустенитизации стали. При этом параметры греющей
среды, время взаимодействия с учетом температуропроводности материала согласуются так, чтобы обеспечить наибольшую глубину прогрева. "Мягкий" прогрев плавно переходит в "жесткий" с высокой скоростью нарастания температуры в
поверхностном слое для более полной аустенитизации, гомогенизации и растворения карбидов. Рассматриваемая схема процесса поверхностного плазменного нагрева под закалку характеризуется высоким КПД (60-80%) и согласованностью темпов нарастания
плотности теплового потока греющей среды с теплофизическими свойствами стали.
Научно-производственное предприятие "ТОПАС" разработало новые технологию и оборудование для высокоскоростной плазменной поверхностной закалки.
Для
высокотемпературной поверхностной закалки применяют установку УВПЗ-2М. В ее состав входят: источник электропитания; пульт управления с цифровой системой индикации параметров, оптимизации процесса и неразрушающего контроля; электродуговые горелки с
кабель-шланговыми пакетами; специальные формирующие насадки со шланговыми пакетами; пакет монтажных соединений и ЗИП.
Технические характеристики:
Рабочий ток, А... 150-250
Рабочее напряжение, В.... 180-250
Расход сжатого
воздуха при давлении в сети 0,5-0,6 МПа, м3/ч.......... 5-8
Расход горючего газа, м3/ч:
метана... 0,5
пропан-бутана.... 0,2
Расход воды для охлаждения при давлении в подводящей сети 0.3 МПа, м3/ч... 1,5
Продолжительность
включения ПВ,%...100
Глубина закаленной зоны, мм.... 0,5-3,5
Ширина закаленной зоны, мм... 5-35
Технология поверхностной закалки НПП "ТОПАС" характеризуется новыми возможностями повышения контактно-усталостной прочности
металла и, как следствие, увеличением надежности тяжелонагруженных деталей. Она основана на использовании многокомпонентной химически активной высокотемпературной (6000-7000 К) струи продуктов сгорания углеводородного газа (метана, пропан-бутана)
с воздухом. Такая высокотемпературная среда характеризуется комбинацией уникальных транспортных и теплофизических свойств. Она более энергоемка, чем любые двухатомные газы при тех же условиях. Теплоотдача от высокотемпературных продуктов сгорания
к нагреваемому изделию повышается как за счет высокого температурного уровня, так и благодаря изменению транспортных свойств диссоциированных продуктов сгорания (вследствие их последующей рекомбинации). С технологической точки зрения - это
легкость регулирования окислительно-восстановительного потенциала, способность эффективно прогревать материалы, управлять параметрами стабилизированного электродугового разряда и др.
Многократное (5-10 раз) повышение плотности теплового
потока может быть достигнуто при закалке с малых дистанций в пределах начального участка струи за счет образования несамостоятельного диффузного разряда между соплом-анодом электродуговой горелки и деталью от отдельного маломощного источника
электропитания. Формирование такого разряда в высокотемпературных продуктах сгорания облегчается по сравнению с воздухом и инертными газами. Происходит это благодаря качественному изменению характера приэлектродных процессов на аноде горелки и
повышению разности потенциала высокотемпературной струи по отношению к аноду в продуктах сгорания. Доступность и невысокая стоимость используемых рабочих газов делают особенно предпочтительным их применение с увеличением мощности установок,
соответственно производительности процессов, когда рабочие параметры смещаются в область повышенных расходов газа.
Среди упрочняющих технологий плазменная является относительно новой, интенсивно развивающейся в последние годы. Широкое
распространение получил процесс плазменного поверхностного упрочнения гребней колесных пар без выкатки их из-под локомотива, а также с использованием автоматических линий. Стимулом развития технологии явились участившиеся случаи катастрофического
изнашивания колесных пар тягового и подвижного состава на всех железных дорогах бывшего Советского Союза. Среди множества принимаемых мер плазменное поверхностное упрочнение явилось наиболее эффективным. Технология плазменной поверхностной закалки
НПП "ТОПАС" обеспечивает увеличение надежности и долговечности колесных пар тягового и подвижного состава. Интенсивность изнашивания гребней колесных пар с плазменным упрочнением значительно ниже, чем у серийных (в 2,5-3 раза).
Разработанная технология закалки колесных пар обеспечивает две отличительные особенности, способствующие улучшению механических свойств (в т. ч. снижению коэффициента трения в контакте гребня с боковой поверхностью рельса) и повышению
трещиностойкости материала колеса в зоне плазменного упрочнения:
локальное (в зоне наибольшего износа) поверхностное упрочнение гребня колеса на глубину 2,5-3 мм и ширину 35 мм с твердостью 280 НВ (в исходном материале) до твердости 450 НВ,
что обеспечивает оптимальное соотношение твердости контактирующих поверхностей колеса и рельса;
изменение структуры упрочненной зоны колеса - с феррито-перлитной смеси с размером исходных зерен 30-40 мкм до смеси мелкоигольчатого мартенсита с
розеточным трооститом 50:50%.
Плазменная поверхностная закалка лезвия почвообрабатывающего инструмента дает существенные преимущества перед традиционными (объемная закалка, наплавка) процессами упрочнения, Инструмент самозатачивается при
работе, а сравнительные испытания на трех машиноиспытательных станциях с различными грунтами показали примерно двухкратное увеличение стойкости. Учитывая высокую производительность закалки (2 см/с), легкость полной автоматизации процесса, простоту
обслуживания оборудования, низкие текущие затраты и высокую эффективность, лазменное упрочнение лезвий почвообрабатывающего инструмента можно реализовать в условиях ремонтных предприятий.
Плазменную поверхностную обработку можно эффективно
применять для повышения стойкости шестерен и металлообрабатывающего инструмента. Проблема дефицита и высокой стоимости инструментальных сталей может быть существенно снижена для машиностроительных предприятий благодаря повышению работоспособности
металлообрабатывающего инструмента (резцов, сверл, фрез). Плазменная поверхностная обработка позволяет повысить стойкость данного инструмента в 2-2,5 раза.
Сущность плазменной закалки состоит в высокоскоростном нагреве потоком плазмы поверхностного слоя металла и быстром его охлаждении в результате передачи тепла в глубинные слои материала детали.
Цель плазменной закалки - изготовление деталей и инструмента с упрочненным поверхностным слоем толщиной до нескольких миллиметров при неизменном общем химическом составе материала и сохранении во внутренних слоях первоначальных свойств исходного металла.
Материалы, подвергаемые плазменной закалке - инструментальные стали, чугуны, твердые сплавы, цементированные и нитроцементированные стали, цветные сплавы и другие материалы.
Эффект от плазменной закалки определяется повышением эксплуатационных свойств детали, благодаря изменению физико-механических характеристик поверхностного слоя, вследствие образования специфической структуры и фазового состава металла с высокой твердостью и дисперсностью, а также получения на поверхности сжимающих остаточных напряжений.
Плазменная закалка низкоуглеродистых сталей, обычно объемной закалке не подвергающихся, позволяет получить низкоуглеродистый пакетный мартенсит с твердостью 32…38 HRC. При обработке на режимах, обеспечивающих нагрев в области Ас1…Ас3, отдельные участки на месте перлитных зерен общей площадью 10…30 % имеют структуру высокоуглеродистой стали - мартенсит и остаточный аустенит с твердостью 750…820 HV. Такая комбинированная структура (феррит, перлит, мартенсит и остаточный аустенит) сочетает высокую износостойкость и пластичность, что позволяет расширить область применения низкоуглеродистых сталей. Плазменная закалка среднеуглеродистых литейных и конструкционных сталей обеспечивает в зоне упрочнения мартенситно-аустенитную структуру и твердость на 2…4 единицы HRC выше по сравнению с объемной закалкой и закалкой ТВЧ. После плазменной закалки в поверхностном слое фиксируется до 50 % остаточного аустенита, что позволяет реализовать энергопоглощающий процесс деформационного мартенситного пре- вращения в ходе эксплуатации. Износостойкость деталей, особенно при контактно-ударном взаимодействии и абразивном изнашивании, в этом случае многократно возрастает. С высокой эффективностью упрочняются углеродистые инструментальные стали типа У8, У10, стали для инструмента холодного деформирования типа 5ХВ2С, 9ХС, Х12, стали для инструмента горячего деформирования типа 5ХНМ, 60ХН и др. Образующаяся в поверхностном рабочем слое мелкозернистая мартенситно-аустенитная структура с твердостью до 65 HRC обладает повышенными прочностью и износостойкостью. Регулирование соотношения структурных составляющих в зоне упрочнения инструментальных сталей осуществляется путем тепловой стабилизации аустенита в области мартенситного превращения, подбором режимов предварительной термообработки и плазменной закалки. При плазменной закалке чугунов (с пластинчатым графитом типа СЧ 15-32, СПХН-45, СПХН-49; с шаровидным графитом - СШХНМ-42, СШХН-49 и др.) в поверхностном слое формируется структура с высокими твердостью (до 60 HRC) и износостойкостью. В зоне микрооплавления образуется ледебурит, вокруг графитных включений наблюдается высокоуглеродистый аустенит, в котором при охлаждении образуются участки мартенсита. В зоне плазменной закалки перлитных чугунов образуется мартенситно-аустенитная структура, ферритных - сорбито-троститная. Важными достоинствами упрочненных плазменной закалкой чугунных прокатных валков являются высокие твердость и, одновременно, сопротивляемость образованию трещин разгара за счет наличия аустенитной составляющей, что повышает их износостойкость на 40...60 %. Технологический процесс закалки включает механическую обработку (при необходимости) или очистку поверхности, подлежащей упрочнению, и плазменную термообработку, которая, как правило, является финишной операцией. Важной особенностью плазменной закалки является возможность ее эффективного применения для дополнительного упрочнения поверхности деталей, прошедших обычную объемную термическую обработку. Широкое внедрение процессов плазменной закалки в производство невозможно без обобщения результатов исследований и производственного опыта, научного обоснования закономерностей формирования фазового состава, структуры и свойств модифицированного термической обработкой поверхностного слоя, обеспечивающих гарантированное получение требуемых эксплуатационных характеристик деталей в зависимости от технологических параметров режима обработки. Сущность плазменного термоупрочнения железоуглеродистых сплавов заключается в нагреве локального участка поверхности детали выше критических температур фазовых переходов (Ас1, Ас3, Асm) и последующем охлаждении с высокой скоростью, гарантирующей образование закалочных структур. Как и при обычной термообработке, особенности полученного в результате плазменной закалки структурного состояния определяются степенью гомогенизации аустенита при нагреве, его продолжительностью, а также исходными составом и структурой сплава. Окончательное структурное состояние и свойства, сформированные в зоне термического влияния после поверхностного нагрева, зависят от скорости охлаждения в температурном интервале наименьшей устойчивости аустенита, состава и размеров его зерна, ряда других факторов, определяемых пара- метрами термического цикла в ЗТВ. Для генерации концентрированного потока энергии при плазменной закалке используются специальные устройства - плазмотроны. В сравнении с обычной свободно горящей дугой, генерируемой горелкой с неплавящимся электродом в защитной атмосфере аргона плазменная дуга при сопоставимой электрической мощности имеет повышенную (15000…20000 К) температуру и более сосредоточенный тепловой поток . Это достигается уменьшением проводящего сечения дуги, сжатой в канале сопла потоком плазмообразующего газа, молекулы которого, в свою очередь, ионизируются в столбе дугового разряда, повышая тем самым долю ионного тока. Большинство плазмотронов работает на постоянном токе прямой полярности (отрицательный потенциал на электроде), поскольку тепловыделение в анодном пятне дуги выше, чем в катодном. Такое распределение потенциалов увеличивает термический КПД нагрева детали и снижает тепловую нагрузку на электрод. В плазмотронах, генерирующих сжатую дугу прямого действия, горящую между электродом и поверхностью детали, теплопередача в деталь осуществляется за счет теплопроводности, конвекции, излучения и кинетической энергии заряженных частиц, запасенной в электрическом поле.
Ионная имплантация (ионное внедрение, ионное легирование) - введение примесных атомов в твёрдое тело бомбардировкой его поверхности ускоренными ионами. При ионной бомбардировке мишени происходит проникновение ионов вглубь мишени. Внедрение ионов становится существенным при энергии ионов Е>1 кэВ.
Формально ионной имплантацией следовало бы называть облучение поверхности твердого тела атомами или атомарными ионами с энергией не менее 5-10 энергий связи атома в решетке облучаемой мишени (тогда до остановки ион или атом пройдет не менее 2-3 межатомных расстояний, т.е. внедрится, “имплантируется” в объем мишени). Однако, мы по традиции термином “ионная имплантация” называем здесь более узкий диапазон энергий - от 5-10 кэВ до 50-100 кэВ. Движущиеся частицы в результате многократных столкновений постепенно теряют энергию, рассеиваются и в конечном итоги либо отражаются назад, либо останавливаются, распределяясь по глубине. Энергетические потери обусловлены как взаимодействием с электронами мишени (неупругие столкновения), так и парными ядерными (упругими) столкновениями, при которых энергия передаётся атомам мишени в целом и резко изменяется направление движения частицы. При высоких энергиях и малых прицельных параметрах ядра сталкивающихся частиц сближаются на расстояния, меньшие радиусов электронных орбит, и их взаимодействие описывается кулоновским потенциалом. При низких энергиях существенно экранирование ядер электронами. Обычно раздельно рассматривают взаимодействие движущегося иона с электронами (свободными и на внешних оболочках атомов) и взаимодействие между ядрами иона и атома мишени, считая оба механизма потерь аддитивными, а среду однородной и изотропной (теория Линдхарда-Шарфа-IIIиотта, ЛШШ). Теория предсказывает, что удельные потери энергии с ростом энергии иона в зоне упругих столкновений проходят через максимум а затем убывают. Удельные потери в неупругих столкновениях с ростом энергии возрастают по коренному закону. При очень больших скоростях энергиях ион движется в мишени как голое ядро и удельные потери энергии убывают с дальнейшим её ростом. Траектория иона представляет собой сложную ломаную линию, состоящую из отрезков пути между элементарными актами рассеяния на большие углы. Функция распределения стабилизированных ионов по глубине образца имеет максимум (расстояние точки максимума от поверхности определяется величиной среднего пробега ионов данной энергии.
Важными характеристиками процесса ионной имплантации являются т. н. проективный пробег иона Rпр -- проекция траекторного пробега на направление первонач. движения частицы, а также распределение имплантированных атомов по Rпр, т. е. но глубине х (при бомбардировке по нормали к поверхности мишени). Распределение по x частиц, имплантированных в аморфную мишень, характеризуется ср. пробегом Rср среднеквадратичным разбросом пробегов?R и параметром Sk, определяющим асимметрию распределения Пирсона. Эти величины зависят от М1 М2 и е0. При Sк = 0 распределение Пирсона переходит в гауссовское. При ионной имплантации в монокристаллы распределение внедрённых частиц по глубине может видоизменяться из-за каналирования заряженных частиц. Изменяя в процессе ионной имплантации энергию ионов, можно получить распределение внедрённой примеси по глубине желаемой формы. Полное число атомов примеси N, которое может быть имплантировано в твердотельную мишень через единицу поверхности, ограничивается распылением, если коэффициент распыления S (число атомов мишени, выбиваемых одним ионом) больше доли внедряющихся частиц б=1-k (k -- коэффициент отражения). В пренебрежении диффузией
где nS=бn0/S -- концентрация примеси у поверхности в установившемся режиме. Если S >б концентрация имплантированных атомов будет монотонно расти с увеличением дозы ионов. Наиболее широко ионная имплантация применяется для легирования полупроводников с целью создания р-n-переходов, гетеропереходов, низкоомных контактов. Ионная имплантация позволяет вводить примеси при низкой температуре, в том числе примеси с малым коэффициентом диффузии, создавать пересыщенные твёрдые растворы. Ионная имплантация обеспечивает точную дозировку вводимой примеси, высокую чистоту (сепарация пучка ионов по массам), локальность, а также возможность управления процессом с помощью электрических и магнитных полей. Для устранения образующихся при ионной имплантации радиационных дефектов и перевода внедрённых атомов в регулярные положения используют высокотемпературный прогрев. Ионную имплантацию в металлы применяют с целью повышения их твёрдости, износоустойчивости, коррозионной стойкости, создания катализаторов, изменения коэффициента трения и т. п. При больших дозах, когда концентрация внедрённой примеси сравнима с n0, возможно образование новых соединений. Ионная бомбардировка позволяет вводить примесь не только из пучка, но и из плёнки, предварительно нанесённой на поверхность мишени (имплантация атомов отдачи и ионное перемешивание). Бомбардировка ионами может сопровождаться наращиванием имплантируемого материала. Плёнки, полученные ионным осаждением, имеют высокую плотность и хорошую адгезию к подложке.
Достоинства ионной имплантации:
- 1. Возможность вводить (имплантировать) любую примесь, любой элемент Периодической Таблицы.
- 2. Возможность легировать любой материал.
- 3. Возможность вводить примесь в любой концентрации независимо от ее растворимости в материале подложки.
- 4. Возможность вводить примесь при любой температуре подложки, от гелиевых температур до температуры плавления включительно.
- 5. Возможность работать с легирующими веществами технической чистоты и даже с их химическими соединениями (тоже любой чистоты).
- 6. Изотопная чистота легирующего ионного пучка (т.е. возможность легировать не только исключительно данным элементом, но и исключительно данным изотопом этого элемента).
- 7. Легкость локального легирования (с помощью хотя бы элементарного механического маскирования).
- 8. Малая толщина легированного слоя (менее микрона).
- 9. Большие градиенты концентрации примеси по глубине слоя, недостижимые при традиционных методах с неизбежным диффузионным размыванием границы.
- 10. Легкость контроля и полной автоматизации технологического процесса.
- 11. Совместимость с планарной технологией микроэлектроники.
Ограничения, лимитирующие возможности ионной имплантации:
- 1. Возможность вводить любую примесь иногда ограничена свойствами рабочего вещества ионного источника: а) слишком высокая рабочая температура б) химическая или температурная нестойкость, в) чрезмерная токсичность, г) коррозионная активность.
- 2. Возможность легировать любой материал в действительности означает только возможность ввести, внедрить атомы легирующего вещества внутрь объема мишени. Если понятие “легирование” означает еще и вполне определенное положение в кристаллической решетке мишени, то здесь возможности ионной имплантации во многих случаях не намного больше, чем, например, диффузии. Другое ограничение - радиационная стойкость материала мишени. Условия облучения таковы, что декомпозиция сложных материалов имеет место при имплантации почти всегда (из-за испарения или распыления какой-либо компоненты химического соединения).
- 3. Возможность вводить примесь в любой концентрации ограничена сверху коэффициентом распыления слоя. Кроме того, примесь, введенная сверх предела растворимости, при отжиге дефектов, как правило, выделяется в виде преципитатов другой фазы.
- 4. Низкие температуры легирования характерны только для таких систем, где состояние кристаллической решетки несущественно. Если же нарушенную решетку нужно восстановить после имплантации, то выигрыш в температуре по сравнению, например, с диффузионным легированием становится существенно скромнее.
- 5. Преимущество технической чистоты легирующих веществ изредка омрачается необходимостью осушки вещества либо устранения из него легкоионизующихся посторонних примесей
- 6. Изотопная чистота ионного пучка отнюдь не означает изотопной же чистоты легирования. Перераспыление деталей имплантационной установки быстрыми ионами и неконтролируемое вбивание этого распыленного вещества в легированный слой может существенно испортить свойства слоя, поэтому требуются ухищрения, для исключения попадания на легируемую поверхность посторонних веществ.
- 7. Локальность легирования при имплантации обеспечивается механическим маскированием либо накладными трафаретами-масками. Здесь неприятность связана с вбиванием материала маски в легированный слой.
- 8. Малая толщина легированного слоя хороша в микроэлектронике, но отнюдь не является достоинством в металлургических применениях.
- 9. Большие градиенты концентрации примеси по глубине. Расчетные градиенты (по распределению пробегов ионов) реально никогда не получаются из-за размытия профиля, обусловленного радиационным стимулированием диффузии примеси.
- 10. Легкость контроля и автоматизации процесса во многих установках используется, но до идеала - полностью автоматизированной технологической линии - еще далеко.
Важно также помнить, что в настоящее время ионная имплантация одна из самых дорогостоящих. Ионная имплантация с сепарацией по массам - уникальный по своим возможностям метод исследования и модификации поверхностных слоев. Уникальный и по спектру легирующих примесей, и по спектру обрабатываемых материалов, и по диапазону концентраций примеси в легированном слое. Однако эта уникальность хороша только для исследовательских, поисковых целей. Как только выявляются перспективы практического использования найденных примесей, концентраций и толщин легированного слоя, так сразу же надо искать, опробовать и отрабатывать альтернативные технологии, обеспечивающие те же или близкие результаты.